Черновое обтачивание цилиндрических поверхностей. Резцы для чернового обтачивания.
Черновое обтачивание цилиндрических поверхностей. Резцы для чернового обтачивания.
Закрепление детали в процессе чернового обтаching. Метод фиксации детали во время черновой обработки выбирается в зависимости от её формы, размеров, назначения и ряда других факторов, что отражено в главе III первой части данного руководства. Важно учитывать, что при черновом обтачивании деталей происходит снятие стружки с большими сечениями, что создает значительные силы резания. Эти силы могут стать причиной того, что деталь будет вырвана из патрона, поэтому в данном случае фиксация детали должна быть особенно надежной и прочной.

Резцы для чернового обтачивания. Резцы, применяемые для чернового обтачивания, работают, как правило, на больших сечениях стружки и часто при высокой скорости резания. Исходя из этого, такие резцы должны отличаться прочностью, способностью хорошо рассеивать теплоту, образующуюся в процессе резания, и сохранять эксплуатационные характеристики даже при нагревании во время работы. Форма передней поверхности резца должна быть такой, чтобы отделение стружки происходило максимально легко, что повышает эффективность резания.
Твердосплавные резцы для чернового обтачивания, получившие название проходных, представлены на рисунке 77. Прямые проходные резцы (рис. 77, а и б, отличаются друг от друга лишь конфигурацией твердосплавной пластинки) изготавливаются с главным углом в плане 45, 60 и 75°. Отогнутые проходные резцы (рис. 77, в) обычно штампуются и имеют более сложную структуру. Однако они широко применяются благодаря своей универсальности; такие резцы могут использоваться как для продольного, так и для поперечного обтачивания (подрезания). При этом главный угол в плане у этих резцов равен 45°.

Проходные упорные резцы (рис. 78) особенно подходят для обработки деталей с небольшими уступами. Используемый резец формирует эти уступы непосредственно в процессе работы. Главный угол в плане у этих резцов составляет 90°, что способствует снижению вибраций. Благодаря этому упорные резцы эффективно применяются для обработки деталей, которые отличаются низкой жесткостью.
Быстрорежущие резцы имеют форму, схожую с твердосплавными, но отличаются от них значениями углов и другими элементами головки, что будет объяснено ниже.

Правые и левые резцы. В зависимости от направления подачи, при котором используются проходные резцы, они делятся на правые и левые. Правыми резцами считаются те, у которых, расположив ладонь правой руки сверху и направив пальцы к вершине резца, главная режущая кромка окажется с стороны большого пальца (рис 79, б). На токарных станках такие резцы работают при подаче справа налево — от задней бабки к передней. Левыми резцами называются такие, у которых, при аналогичном расположении ладони левой руки, главная режущая кромка размещается также со стороны большого пальца (рис. 79, а).
Материалы, используемые для проходных резцов. Проходные резцы, которые применяются для обработки стальных и чуговых деталей, обычно изготавливаются из твердосплавных пластинок и быстрорежущей стали. В таблице 9 указаны марки твердосплавов, которые используются для обработки стали и чугуна при разных условиях резания.

С меньшей производительностью, иногда существенно, обработку стали и чугуна можно выполнять резцами из быстрорежущей стали марки Р18 или других аналогичных марок, как показано в таблицах производительности.
Токарные станки по металлу станут надежным партнером для вашей работы!
Элементы головки и углы твердосплавных резцов подбираются в зависимости от обрабатываемого материала, порядка обработки, величины подачи и ряда других условий. Формы передней поверхности резцов с твердосплавными пластинками представлены в таблице 10.

Передняя поверхность формы I рекомендуется использовать для резцов, предназначенных для обработки серого чугуна, бронзы и других хрупких материалов, а также при выполнении тонкого и чистового точения с подачами s < 0,2 мм/об. Форма II передней поверхности подходит для обработки ковкого чугуна, стали и стального литья с б в 80 кгс/мм2, так же полезна при б в > 80 кгс/мм2 при значительном недостатке жесткости системы СПИД. Форма III используется для резцов, которые должны обрабатывать сталь с б в > 80 кгс/мм2 при необходимости завивания и дробления стружки. Форма IV предназначается для черновой обработки стали и стального литья с б в > 80 кгс/мм2 и неметаллическими включениями при проведении работы с ударами в условиях жесткой системы СПИД. Форма V рекомендуется для обработки нержавеющих сталей с б в > 80 кгс/мм2.
Значения переднего угла у твердосплавных резцов выбираются в зависимости от обрабатываемого материала, как показано в таблице 11.

Задний угол а у твердосплавных резцов, используемых для черновой обработки стали и чугуна, обычно составляет 8°.
Главный угол в плане ф для твердосплавных резцов, используемых в условиях нежесткой системы СПИД, равен 90°. Если резка осуществляется в более прочной системе, то углы в плане могут колебаться от 60 до 75°. В условиях высокой жесткости системы СПИД главный угол может составлять 45°.

Вспомогательный угол в плане ф 1 при черновой обработке формируется в диапазоне 5 до 20°, иногда и более.
Угол наклона главной резущей кромки Я при обработке резцом с ф = 90° определяется как 0°. Если главный угол меньше 90°, то для обработки стали угол формируется в пределах 0—5°, а для чугуна — 10°. В условиях точения с ударами угол составляет 12—15°.

Вершину резца закругляют с радиусом от 0,5 до 1,5 мм. Ширина фаски f устанавливается в пределах 0,15—0,5 мм. Меньшие значения применяются для резцов с малым сечением (12x12 мм и менее), бóльшие — для резцов сечением 25x25 мм и более.
Проходные твердосплавные резцы для черновой и получистовой обработки производятся как без дополнительной режущей кромки (рис. 80, а), так и с ней (рис. 80, б). Как будет показано далее, резцы с дополнительной режущей кромкой обеспечивают обточку с гораздо большими подачами, сохраняя при этом отличный уровень шероховатости поверхности V4 — V51.

Форма передней поверхности, углы и другие элементы быстрорежущих резцов подбираются в зависимости от материала обработки, величины подачи и других условий согласно данным таблицы 12 и повторном представлении общего подхода, описанного далее.
Передняя поверхность резцов по форме I предназначена для обработки стали, а также чугуна, бронзы и других хрупких металлов. По форме II следует выполнять переднюю поверхность резцов для обработки стали с б в 80 кгс/мм2, вязких цветных металлов и легких сплавов в ситуациях, где необходимо завивание стружки.

Передний угол рассматриваемых резцов, используемых для обработки стали, фиксируется как 20—25°, а задний угол — 6°. При работе с медными сплавами передний угол составляет 20°, а задний — 8°. Угол наклона главного и вспомогательного углов в плане, а также угол наклона главной режущей кромки для быстрорежущих резцов можно заимствовать по соответствующим данным для твердосплавных резцов.
Рекомендуемые параметры радиуса закругления для вершины резца r, размеры радиусной лунки R и A, а также ширина фаски f в зависимости от сечений резца приведены в таблице 13. При производстве легких сплавов ширина фаски, как правило, равняется нулю.

Установка проходных резцов относительно линии центров станка. Условия работы резцов меняются в зависимости от положения их вершин относительно линии центров станка.
На рисунке 81, б резец установлен так, что его вершина располагается на высоте центров станка. В этом случае задний угол составляет а, передний угол — у, угол резания — б.

При установке того же резца выше линии центров (рис. 81, а) передний угол у возрастает, в то время как угол резания б снижается. Это облегчает условия резания, так как стружка легче отходит по передней поверхности. Однако, в то же время, снижается задний угол а, что допустимо только в пределах разумных пределов, чтобы не допустить сильного трения задней поверхности резца о обрабатываемую поверхность (поверхность резания). Если резец установить ниже линии центров станка (рис. 81, в), то, наоборот, передний угол у уменьшается, а угол резания б увеличивается. В итоге условия резания значительно ухудшаются по сравнению с первыми двумя ситуациями. Увеличение заднего угла a, возникающее при установке ниже центра, не улучшает процесс отделения стружки. Из вышесказанного вытекает общее руководство:;
При черновом обтачивании наружных поверхностей, когда наибольшее значение имеет легкость отделения стружки, резец рекомендуется устанавливать либо на уровне линии центров станка, либо немного выше, однако не ниже.
Во время чернового обтачивания очень твердых материалов может возникнуть необходимость отступить от этого правила. В такой ситуации давление стружки на резец оказывается значительным, что приводит к его изгибу вниз, и вершина резца (рис. 81, а) описывает дугу АВ. Если резец в этом положении установлен выше линии центров станка, он будет втянут в материал детали. Это чревато выкрашиванием режущей кромки резца, а иногда и его разрушением. Но, если резец установлен на уровне линии центров или ниже, он также будет изгибаться, но его вершина не будет втягиваться в деталь, а наоборот, будет удаляться от нее.

Проверка положения вершины резца относительно линии центров станка осуществляется при помощи острого конца заднего центра или по риске, сделанной на пиноли задней бабки.
Общие правила установки резца в резцедержателе. Чтобы предотвратить вибрацию резца во время работы, что может привести к выкрашиванию его режущих кромок, длина свешивающейся части резца (или вылета) должна быть минимально возможной. На рисунке 82, а показано правильное, а на рис. 82, б — неправильное положение резца.
Для этого рекомендуется располагать подкладки под резец так, как показано на рисунке 82, в. Неправильное размещение подкладок представлено на рисунке 82, г. Лучше использовать одну толстую подкладку, чем несколько тонких, так как последние не всегда оказываются плотно прижаты к друг другу (даже при креплении болтов резцедержателя), что также может стать причиной резонансной вибрации резца.
Резец рекомендуется устанавливать под прямым углом к обрабатываемой детали (рис. 82, д). Если его установить по рисунку 82, е, под давлением снимаемой стружки он может повернуться вправо и углубиться в деталь.

Некоторые особенности работы твердосплавными резцами с отрицательными передними углами. Использование резцов с отрицательными передними углами позволяет увеличить параметры резания, но приводит к повышенной нагрузке на станок и обрабатываемую деталь. Поэтому для обеспечения нормального функционирования необходимо соблюдать ряд основных правил:
- Станок, на котором осуществляется работа, должен находиться в исправном состоянии. Подшипники должны быть нормально затянуты, передачи и имеющийся на станке фрикцион должны быть хорошо подогнаны; суппорт станка должен двигаться плавно, без рывков.
- Деталь, обрабатываемая как в патроне, так и в центрах, должна быть надежно закреплена.
- Задний центр при работе на повышенных оборотах должен быть твердосплавным или вращающимся.
- При установке резца относительно центра станка, при черновом обтачивании, вершину его следует крепить чуть выше центра на 0,01 диаметра обрабатываемой детали.
- Чтобы избежать вибраций, вылет резца не должен превышать высоту державки.
- Работа должна вестись только доведенным резцом.
- Резец следует подводить к детали только при ее вращении. Врезание резца в деталь должно осуществляться вручную и постепенно, так, чтобы задняя вспомогательная поверхность не соприкасалась с обрабатываемой поверхностью. Только по окончании операции врезки можно включить автоматическую подачу суппорта.
- Отводить резец необходимо до остановки станка, предварительно выключив автоматическую подачу.
- При точении по корке следует применять максимальную разрешенную глубину резания и избегать скольжения резца по окалине.
- Ширина захвата не должна превышать 2/3 длины режущей кромки резца.
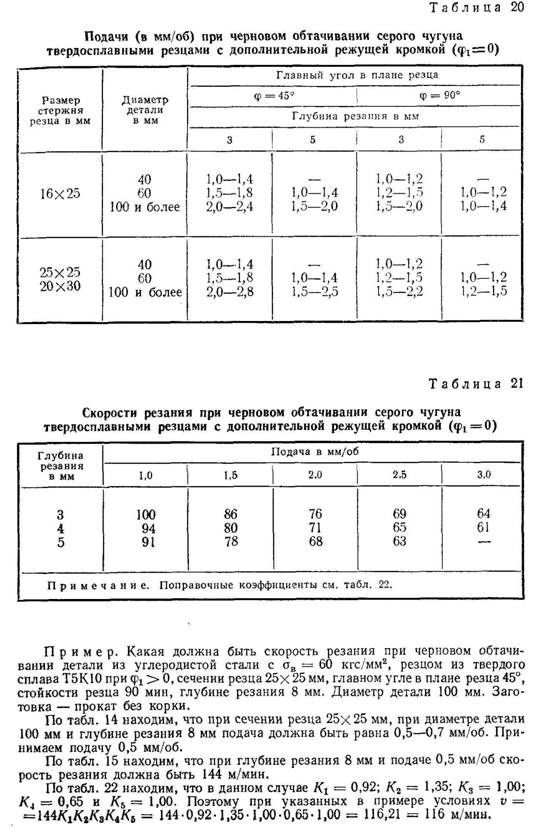
Режимы резания при черновом обтачивании твердосплавными резцами. Глубина резания на этапе чернового обтачивания, как правило, несколько меньше полного припуска на обработку. Слой металла, оставшийся после резания, будет служить припуском для дальнейшей обработки. Подача выбирается в зависимости от сечения резца, глубины резания и диаметра обрабатываемой детали. Показатели подач для наиболее распространенных работ на станках средней величины приведены в таблицах 14, 16, 18 и 20.

Определение скорости резания для данного процесса производится в два этапа:
1) Определяется скорость резания по одной из таблиц (табл. 15, 17, 19 или 21) для условий, наиболее подходящих к заданным;

2) Полученное числовое значение скорости умножается на поправочные коэффициенты, принимающие в расчет конкретные условия предстоящей обработки.
Ключевыми условиями являются стойкость резца (коэффициент K 1), механические характеристики обрабатываемого материала (коэффициент K 2), состояние обрабатываемой поверхности (коэффициент K 3), материал резца (коэффициент K 4) и его главный угол в плане (коэффициент K 5). Значения этих коэффициентов можно видеть в таблице 22.

Режимы резания при черновом обтачивании быстрорежущими резцами. Ниже представлено краткое сравнение значений подач (табл. 23) и скоростей резания быстрорежущими инструментами. Скорости резания, указанные в таблице 24, относятся к определенным условиям работы и рассчитаны на базе условной стойкости резца, равной 60 минут. При установке скорости резания для других условий, данные таблиц нужно умножить на поправочные коэффициенты, изложенные в таблице 25.
При обработке быстрорежущими резцами сталей и других материалов (кроме серого чугуна) применяют, как было упомянуто ранее, охлаждение. В качестве смазочно-охлаждающих жидкостей при работе с конструкционными и инструментальными сталями используют эмульсию и сульфофрезол, при легированных сталях — эмульсию и сурепное масло, а при изделиях из стального литья — эмульсию. Для обработки серого чугуна охлаждение не требуется.

Измерения при черновом обтачивании. Грубые измерения диаметров детали, производимые при черновом обтачивании наружных цилиндрических поверхностей, осуществляются с применением кронциркуля и линейки.
Простой кронциркуль (рис. 83, а), имеющий дужки, соединенные шарниром, может измерять диаметры до 500 мм и даже более. Пружинные кронциркули (рис. 83, б) применяются для измерения диаметров до 50 мм, реже — до 100 мм.

Краткий пример измерения диаметра детали с помощью пружинного кронциркуля показан на рис. 84.
Решение кронциркуля можно считать соответствующим измеряемому диаметру детали, если он свободно проходит через деталь, слегка касается её, и не оставляет давления. Простой кронциркуль устанавливается на требуемый размер легкими ударами наружной или внутренней стороны одной из его дужек о деталь, рукоятку винта, суппорта и т. д.
Установка пружинного кронциркуля на требуемый раствор гораздо более удобна, чем простого, благодаря особенностям устройства гайки винта, что приводит в движение дужки кронциркуля. Гайка (рис. 85) состоит из двух частей 2 и 5, соединенных (шарнирно) головкой 3. Втулочка 1 не имеет резьбы. Она движется свободно по винту 4 и входит в коническое гнездо, имеющееся в дужке кронциркуля. Внутренний конус втулочки охватывает частям 2 и 5 гайки и сжимает их. При вращении головки 3 размер кронциркуля изменяется, что позволяет осуществить точное измерение. Для увеличения раствора кронциркуля достаточно сжать его дужки рукой, после чего давление втулочки на части 2 и 5 гайки прекратится, и они разойдутся. Это позволяет быстро перемещать гайку по винту, не поворачивая ее. Преимущество пружинного кронциркуля заключается в том, что размер не изменяется при случайных ударах дужек о деталь, а также о детали станка.

После того, как установлен размер кронциркуля, величина определяется по измерительной линейке (рис. 86). Подобные линейки имеют миллиметровые деления. Наименьшее величина деления шкалы равно 0,5 или 1 мм.
Погрешность измерения кронциркулем и линейкой находится в пределах от 0,3 до 0,5 мм. При установке кронциркуля на требуемый размер по точному шлифованному валику, точность измерения варьируется от 0,03 до 0,05мм, но не более. Точность этого измерения определяется состоянием как кронциркуля, так и линейки. Рабочие поверхности губок плотно сдвинутых дужек кронциркуля тоже должны касаться по всей полной длине. Вращение дужек простого кронциркуля вокруг соединяющей их оси не должно быть слишком слабым, чтобы дужки сохраняли необходимое положение при измерении. При слишком тугом соединении дужки кронциркуля, при измерении детали, могут пружинить, чем не вращаться вокруг оси.

Наиболее распространённый инструмент для измерения длины обрабатываемых деталей — это линейка с делениями. При измерении длины цилиндрических деталей линейка должна находиться в соприкосновении с цилиндрической поверхностью по её образующей (параллельно оси цилиндра). При наклонении линейки отсчет окажется неправильным (увеличенным). При измерении диаметра линейку необходимо располагать так, чтобы её кромка проходила через центр детали, иначе будет произведено измерение не диаметра, а хорд детали. Заметим, что установить линейку точно по диаметру крайне трудно, поэтому измерить диаметр детали линейкой рекомендуется только в предварительных целях.
Более точные измерения диаметров обрабатываемых деталей можно производить с помощью штангенциркуля, с точностью отсчета до 0,1 мм.

Такой штангенциркуль типа ШЦ-1 (рис. 87) состоит из штанги 3 с губками A и C, рамки 2 с губками B и D и линейки 4, соединенной с рамкой 2. Рамка охватывает штангу 3 и может двигаться по ней. Для закрепления рамки в правильном положении служит винт 1 с накатной головкой.
Губки C и D данного штангенциркуля предназначены для измерения наружных диаметров и длины детали, губки A и B используются для измерения диаметров отверстий, ширины различных канавок, глубины и так далее, а линейка 4 необходима для измерения длины деталей, глубины выточек и прочих операций. На штанге 3 содержится шкала, где каждое деление равно 1 мм. На нижней скошенной кромке выреза рамки 2 напечатана вторая шкала, называемая нониусом. Общая длина шкалы нониуса, разделенная на 10 частей, отвечает 19 делениям шкалы, также помещённой на штанге, то есть 19 мм.

Штрихи штанги и нониуса, около которых приведён знак нуль, определяются как нулевые. Шкалы на штанге и нониусе организованы так, что когда губки штангенциркуля прижаты плотно, нулевой штрих нониуса точно совпадает с нуль-шрифтом на штанге. Поэтому измерения длины, диаметров и других параметров, где имеются целочисленные значения более миллиметров, осуществляются по нулевому штриху нониуса. Например, когда нулевой штрих нониуса совпал с 12-м шрифтом штанги (рис. 88, а), этот размер детали равен 12 мм.
Если нулевой штрих нониуса не находится на одном уровне с каким-либо штрихом штанги, то прежде всего замечают, какой штрих штанги прошел впереди нулевого штриха нониуса. На рисунке 88, б это 16-й штрих. Затем смотрят, какой шрифт нониуса в наибольшей степени совпадает с каким-либо штрихом ш

