Что такое пайка: определение, процессы и типы соединения
Пайка — это процесс соединения двух и более металлических поверхностей расплавленным присадочным металлом — припоем. Мастер нагревает детали и подаёт припой в зазор между ними. В процессе застывания формируется прочный неразрывный шов.
Родственная технология — сварка, но процесс протекает при меньших температурах. Они достаточны для плавления припоя, но не представляют опасности для соединяемых деталей, они сохраняют целостность, не деформируются. Использование пайки возможно даже в ситуациях, когда сварка недопустима.

Что такое пайка — определение простыми словами
Пайка — способ соединения двух и более металлических деталей с помощью расплавленного присадочного металла, называемого припоем. Весь механизм держится на паре простых принципов: припой плавится раньше основного металла и затекает в зазор за счёт капиллярного эффекта. Сами детали, при этом, сохраняют исходную конфигурацию.
Технология была известна ещё в Древнем Египте больше 3000 лет назад — так соединяли золотые и серебряные украшения и сосуды. С тех пор базовый принцип пайки сохранился, менялись лишь припои, флюсы, нагревательное оборудование.
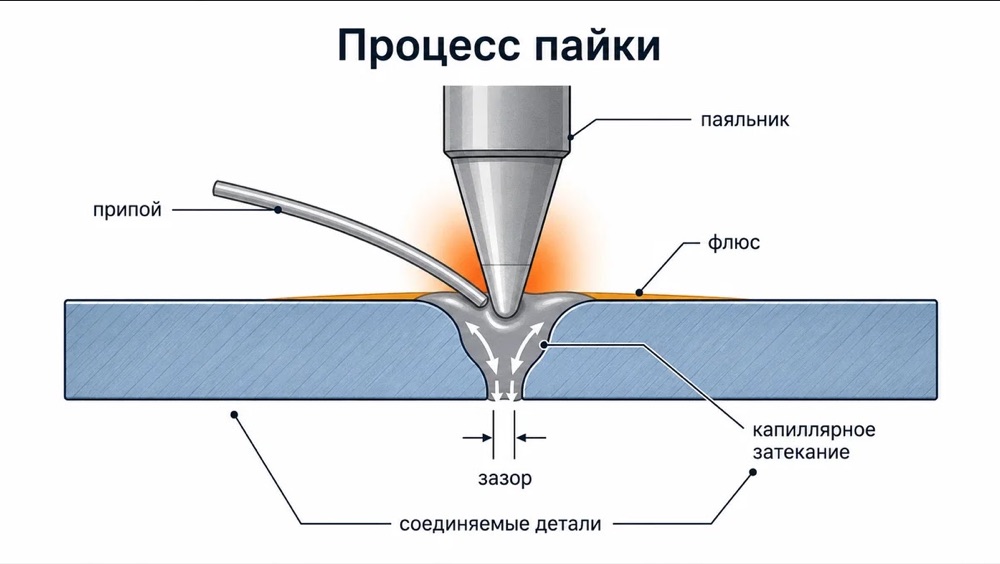
Процесс пайки: как это работает
Процесс проходит по определённым алгоритмам и инструкциям, нарушения которых недопустимы. Даже небольшое отклонение скажется на прочностных характеристиках, увеличит риск разрушения соединительной области.
Для хорошего результата требуется подготовка, очистка поверхности от жира, следов коррозии, оксидной плёнки. Далее нужно нанести флюс и точно позиционировать детали, добиться чёткого, ровного зазора.
Дальнейшая стадия — нагрев: паяльник, горелка или печь доводят место соединения до температуры чуть выше точки плавления припоя. Мастер подаёт присадочный металл в разогретую зону, металл плавится, и в дело вступает капиллярное действие — расплавленный металл затягивается в узкий зазор за счёт поверхностного натяжения. Деталь остывает, припой затвердевает, формируя прочный шов.
Роль флюса в пайке
Флюс сопровождает процесс пайки от первого до последнего этапа и выполняет три функции: растворяет оксидную плёнку на металле, снижает поверхностное натяжение расплава — поэтому припой лучше смачивает металл и растекается ровным слоем — и защищает нагретую зону от повторного окисления, пока идёт пайка. Без флюса даже качественный припой ляжет неровно, с пропусками и слабыми участками шва.
Типы (виды) пайки
Основные классификационные признаки технологии — температура и метод нагрева. Мягкая пайка предполагает нагрев припоя до 450 градусов, твёрдая — выше этой отметки. Способы воздействия следующие:
Пламенем — открытой горелкой.
Индукционная — металл нагревает высокочастотный ток в катушке.
Сопротивлением — деталь и электрод греются проходящим током.
В печи — соединение нагревают в закрытой камере, иногда — в вакууме, чтобы повысить чистоту и прочность шва.
Погружением — деталь опускают в ванну с расплавленным припоем.
Каждый тип пайки имеет свою специфику: выбор зависит от размера детали, вида металла и требований к прочности шва. Допустимо комбинирование технологий.
Мягкая пайка
Рабочая температура держится в диапазоне 180–250 °C. Такой тип соединения применяют в электронике: пайка радиодеталей, соединение проводов, монтаж печатных плат. Стандартный припой — сплав олова со свинцом либо безсвинцовый состав на основе олова, меди и серебра. Прочность шва при мягкой пайке не самая высокая, но это компенсируется простотой и минимальным набором необходимого инструмента.
Твёрдая пайка
Температура доходит до 1200 °C, припой — медь, латунь или серебро. Такой тип пайки выбирают для крупных, массивных деталей, находящихся под механической нагрузкой, например деталей станков или труб. Шов не разрушается даже при выраженных вибрациях и ударах.
Антикоррозионная пайка
Для сложных эксплуатационных условий, предполагающих контакт с морской водой, насыщенным химическим раствором, используют припои на основе серебра, отличающиеся высокой коррозионной стойкостью.
Таблица 1. Сравнение типов пайки
| Параметр | Мягкая пайка | Твёрдая пайка | Антикоррозионная |
| Температура | до 450 °C | до 1200 °C | 200–700 °C |
| Материал припоя | Олово, свинец, безсвинцовые сплавы | Медь, латунь, серебро | Серебро и его сплавы |
| Прочность соединения | Умеренная | Высокая | Высокая + стойкость к коррозии |
| Область применения | Электроника, бытовые задачи | Машиностроение, трубопроводы | Агрессивные среды, морские условия |
Отличия пайки от сварки
Оба метода направлены на формирование неразъёмного соединения, но пайка позволяет сохранить целостность металлической структуры. Сварка построена на термическом воздействии в тысячи градусов, из-за которого плавится сама деталь, пайка — до нескольких сотен, текучим становится только припой.
Дополнительное отличие — сварка требует однородных, близких по составу металлов, пайка — подходит и для разнородных, например стали и латуни.
Таблица 2. Пайка vs Сварка
| Параметр | Пайка | Сварка |
| Температура | до 750 °C | свыше 5000 °C |
| Прочность соединения | Ниже прочности основного металла | Равна или выше прочности основного металла |
| Присадочный металл | Обязателен (припой) | Не всегда нужен |
| Разнородные металлы | Соединяет | Не соединяет, либо прочность шва очень низкая |
Области применения пайки
Пайка — универсальная методика, востребованная в различных отраслях:
Электроника — монтаж компонентов на печатных платах, соединение проводов.
Ювелирное дело — пайка украшений, колец, цепочек.
Автомобильная промышленность — ремонт и крепление радиаторов, металлических патрубков, силовых и сигнальных проводов.
Сантехника — восстановление и крепление запорной арматуры, металлических труб, ёмкостей.
Инструменты для пайки
Для пайки понадобятся различные инструменты, устройства и вспомогательные материалы:
Паяльник. Жало, раскалённое до нескольких сотен градусов, позволяет расплавить припой, что необходимо для формирования шва.
Припой. Присадочный металл, затекающий в область стыка, образующий прочный шов.
Флюс. Необходим для снятия оксидной плёнки, улучшения текучести и адгезии припоя.
Подставка для паяльника. Полезный аксессуар, позволяющий безопасно разместить горячий инструмент в рабочей зоне.
Пинцет. Удобен для работы с мелкими деталями.
Припой выбирают под задачу: оловянно-свинцовый — для бытового ремонта, безсвинцовый — для электронных устройств, серебряный — для ситуаций, где нужны прочность соединения и стойкость к коррозии, например в ювелирном деле.
Техника безопасности при пайке
Процесс связан с термическими и химическими рисками. Базовые требования безопасности:
Наличие локальной вытяжной вентиляции или дымоуловителя для отвода токсичных испарений флюса и тяжелых металлов.
Использование защитных очков для предотвращения попадания кипящих брызг флюса на слизистую оболочку глаз.
Соблюдение осторожности при обращении с термоинструментом во избежание тяжелых контактных ожогов.
Заключение
Пайка обеспечивает надежное неразъемное соединение металлов без расплавления их базовой структуры. Метод востребован в широком спектре производств: от сборки микроэлектроники до монтажа трубопроводных магистралей. Эксплуатационные характеристики готового шва напрямую зависят от правильного выбора температурного режима, типа присадочного сплава и качества предварительной химической очистки поверхностей.

