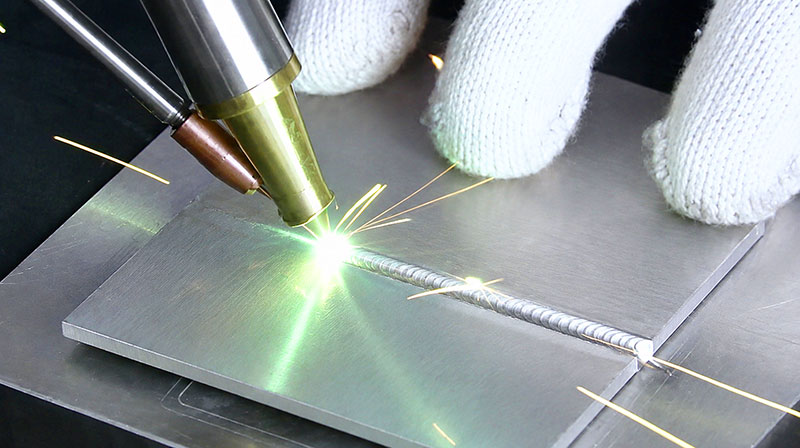
Лазерная сварка отлично подходит для сварки алюминия, но требует внимательной настройки режима сварки. Алюминий хорошо проводит тепло, имеет отражающую поверхность и чувствителен к загрязнениям, оксидной пленке и газовой защите.
Для алюминия особенно важна тестовая сварка на реальных деталях: разные сплавы, толщина, подготовка и зазор могут сильно менять результат.
Почему алюминий сложнее стали
Алюминий быстрее отводит тепло и может хуже поглощать лазерное излучение. Оксидная пленка, масло, влага и загрязнения повышают риск пор и нестабильного шва.
Проволока и газ
Проволока часто помогает заполнить зазор и стабилизировать шов, а защитный газ снижает окисление. Марку проволоки и газ выбирают по материалу и требованиям к соединению.
Что важно проверить
| Что проверить | Почему это важно |
|---|---|
| Мощность | Недостаточная мощность делает сварочный шов хрупким. |
| Сплав | Разные алюминиевые сплавы ведут себя по-разному. |
| Оксидная пленка | Требует подготовки поверхности. |
| Проволока | Часто полезна при зазоре и формировании валика. |
| Газ | Влияет на поры и внешний вид. |
| Тест | Обязателен для ответственных деталей. |
Какой аппарат и мощность нужны
Алюминий отражает лазерное излучение и быстро отводит тепло, поэтому для устойчивого провара обычно берут аппарат 1000–3000 Вт. На меньшей мощности возможна сварка тонкого листа, но режим придётся подбирать точнее, а риск непровара выше.
Проволока: ER4043 или ER5356
ER4043 (Al-Si) хорошо подходит для литого алюминия и сплавов серии 6ххх (6061, 6063): кремний улучшает текучесть ванны и снижает склонность к трещинам. ER5356 (Al-Mg) выбирают для более прочных и конструкционных соединений, сплавов серии 5ххх. Типовые диаметры — 0,8–1,2 мм.
Защитный газ и подготовка
Для алюминия применяют аргон или смесь аргон/гелий — гелий повышает энергию в зоне шва. Перед сваркой обязательно удаляют оксидную плёнку, масло и влагу: именно загрязнения и оксид дают поры и нестабильный шов. Алюминиевые детали желательно сваривать сразу после зачистки.
Типичные дефекты на алюминии
Чаще всего на алюминии встречаются поры и нестабильный шов — их причина обычно в оксидной плёнке, масле и влаге на поверхности. Склонность к трещинам зависит от сплава и присадки: для литья и сплавов 6ххх берут ER4043, который снижает риск горячих трещин. Помогают тщательная подготовка, корректный газ и устойчивый режим.
Где применяют сварку алюминия
Лазерную сварку алюминия используют при изготовлении корпусов, радиаторов, профильных и декоративных изделий, ёмкостей и деталей из тонкого листа. Узкая зона нагрева снижает поводку, что важно для тонкостенных и видовых деталей.
Полезные материалы по теме
- лазерная сварка металла — общий обзор
- аппараты лазерной сварки
- сварка нержавейки
- сварка тонкого металла
- настройка режимов
- выбор защитного газа
- присадочная проволока
- дефекты шва
Частые вопросы
Можно ли варить алюминий лазерной сваркой?
Да, но нужен корректный режим. Алюминий отражает излучение и быстро отводит тепло, поэтому обычно берут аппарат 2000–3000 Вт, аргон (или смесь аргон/гелий) и проволоку ER4043 (для литья и сплавов 6ххх) либо ER5356 (для прочных и 5ххх). Перед сваркой удаляют оксидную плёнку, масло и влагу.
Какая мощность нужна для лазерной сварки алюминия?
Из-за высокой теплопроводности и отражающей поверхности обычно берут 2000–3000 Вт. Тонкий лист можно варить и на меньшей мощности, но режим придётся подбирать точнее.
Нужна ли проволока при сварке алюминия?
Часто да: проволока ER4043 или ER5356 заполняет зазор и стабилизирует шов. При плотной подгонке тонких деталей можно варить без присадки.
Почему при сварке алюминия появляются поры?
Главные причины — оксидная плёнка, масло и влага на поверхности. Помогают зачистка, обезжиривание и корректная газовая защита.
Какой газ использовать для сварки алюминия?
Аргон или смесь аргон/гелий; гелий повышает энергию в зоне шва и помогает провару.
Точные режимы и предельные значения зависят от конкретного аппарата и материала: проверяйте их по паспорту оборудования, инструкции производителя, требованиям охраны труда и по результатам тестовой сварки на ваших деталях.

