Анодированный алюминий: что это такое и чем отличается от обычного
Анодирование алюминия — технологическая обработка, при которой на поверхности металла формируется прочная оксидная плёнка. Деталь погружают в кислотный раствор, подключают к источнику тока для образования анодированной поверхности, устойчивой к коррозии, царапинам и выцветанию. Анодированные изделия применяют в строительстве, транспорте и промышленности: технология продлевает срок службы, улучшает декоративные характеристики.
Что значит анодированный алюминий: суть процесса
Деталь из алюминия играет роль анода, погружается в кислотный раствор — чаще всего это серная кислота концентрацией 20–22%. Через раствор пропускают постоянный ток плотностью 1–2,5 А/дм² при напряжении от 12 до 120 В. Кислота вступает в реакцию с поверхностью металла, оставляет на нём защитную оксидную плёнку.
Толщина плёнки зависит от задачи: у мелких деталей она достигает 4–5 мкм, при твёрдом анодировании — 15–25 мкм и выше. Чем дольше длится процесс и чем ниже температура электролита, тем плотнее и толще получается покрытие.
Впервые анодирование алюминия массово применили в авиационной промышленности Англии — под эту обработку был разработан стандарт DEF STAN 03-24/3, используемый до сих пор.
Типы анодирования алюминия
Метод обработки определяет толщину, прочность и цвет готового покрытия. Основная разница заключается в температуре и составе электролитического раствора.
Теплое анодирование
Самый простой и доступный способ. Температура серной кислоты не превышает 50 °C. Плёнка получается пористой, с хорошей адгезией, позволяющей провести финишное окрашивание. Цвет покрытия варьируется от тёмно-серого до бронзово-серого.
Главный минус — низкая прочность плёнки. Тёплое анодирование чаще используют как подготовку изделия к окрашиванию, а не как самостоятельную защиту.
Холодное анодирование
Температуру электролита поддерживают на уровне +5 °C, после чего деталь подвергается дополнительной обработке. Подобная температурная схема обеспечивает высокую плотность защитного слоя и расширяет палитру доступных оттенков.
Твёрдое анодирование
В электролит добавляют смесь нескольких кислот — щавелевой, борной, серной. Это позволяет получить покрытие повышенной плотности, твёрдости и толщины, способное прослужить свыше 50 лет. Такой метод востребован в авиастроении, судостроении, автомобильной промышленности и архитектурных конструкциях, где на металл действуют серьёзные механические нагрузки.
Таблица 1. Сравнение типов анодирования
| Метод анодирования | Температура электролита | Толщина плёнки | Применение |
| Тёплое | Не более 50 °C | Минимальная | Подготовка к финишному декорированию, окрашиванию, грунтованию, лакировке |
| Холодное | Около +5 °C | Средняя | Детали, подверженные нагрузкам средней интенсивности: декоративные панели, оконные рамы |
| Твёрдое | Низкая; интенсивность обеспечена насыщенным раствором кислот | Высокая, более 15 мкм | Детали, подверженные высоким нагрузкам: авиастроение, судостроение, архитектура |
Отличие анодированного алюминия от обычного
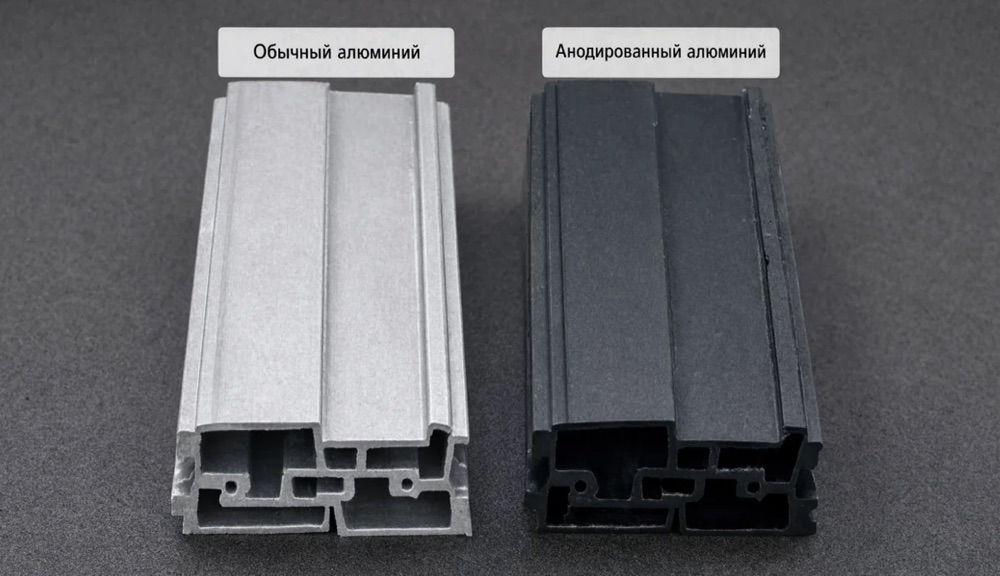
Обычный алюминий тоже покрывается оксидной плёнкой. Она образуется естественным путём при контакте с воздухом. Толщина такого слоя, однако, составляет около 0,01 мкм, чего недостаточно для защиты металла от коррозии и механических повреждений.
Анодированная поверхность имеет толщину в 15–25 мкм, что повышает защитные свойства, исключает отслоение, разрушение.
По коррозионной стойкости, механической прочности, декоративным характеристикам и сроку службы анодированные изделия многократно превосходят аналоги из обычного алюминия. Необработанный металл со временем темнеет, покрывается царапинами и теряет привлекательность, обработанный — сохраняет вид десятилетиями.
Преимущества анодированного алюминия
Основные эксплуатационные свойства анодированного алюминия:
Максимальная коррозионная стойкость — защитная плёнка не подвержена разрушению при воздействии влаги, насыщенных кислотных растворов, температур более 1000 градусов.
Механическая прочность — плёнка прочнее материала-основы, на ней не появляются царапины, сколы.
Декоративность — анодирование позволяет получить разные цвета, при этом они долгое время сохраняют насыщенность, не выгорают.
Долговечность — минимальный срок службы без потери исходных параметров составляет 50 лет.
Диэлектрические свойства — оксидная плёнка не проводит ток.
Экологичность — формирование плёнки не предполагает использования токсичных веществ. Алюминий остаётся материалом, пригодным для вторичной переработки.
Применение анодированного алюминия
Способность выдерживать значительные механические и атмосферные нагрузки делает анодированные изделия подходящими для самых разных хозяйственных и производственных отраслей. В строительстве и архитектуре это фасады зданий, кровельные элементы, перила — металл годами держит цвет и форму независимо от климата местности, солнечной активности, пиковых летних и зимних температур, их перепадов. Также актуальны следующие примеры:
Машиностроение, автомобилестроение, судостроение. Детали из анодированного алюминия помогают снизить вес транспортного средства, повысить надёжность.
Мебельное производство, изготовление интерьерных аксессуаров, оконных профилей.
Производство электронных и электрических приборов. В данной отрасли востребовано сочетание прочности металла с его диэлектрическими свойствами и высокой теплопроводностью, предотвращающей перегрев компонентов.
Выпуск качественных анодированных деталей требует соответствующего технического оснащения. Необходимое оборудование можно найти в каталогах компании rustan.ru.
Заключение
Анодирование — базовая технология обработки, кратно повышающая эксплуатационную надежность, износостойкость и эстетические характеристики деталей при умеренных производственных затратах. Оксидирование модифицирует структуру поверхности алюминия, адаптируя изделия к жестким механическим нагрузкам и агрессивным атмосферным воздействиям.

