
Плазменный резак — один из самых эффективных инструментов для термической резки металла. Он обеспечивает скорость, точность, чистоту реза, исключает риски повреждений и деформаций заготовок.
Технология востребована как в промышленности, при резке габаритного металлопроката, балок или колонн, так и в небольших мастерских. Ограничения по типу материала минимальны. Возможна резка углеродистых и нержавеющих сталей, чугуна, меди, других металлов, проводящих ток. Допустимая толщина — от нескольких миллиметров до десятков сантиметров.
Плазма: что это?
Плазма — четвёртое агрегатное состояние вещества. При нагреве газа до очень высоких температур происходит ионизация, формирование «смеси» из заряженных частиц, ионов и свободных электронов. Именно эта «смесь» и называется плазмой, характеризующейся огромной электропроводностью, аккумулированными объёмами тепловой энергии.
Температура струи плазмы доходит до 30 тысяч градусов, конкретное значение зависит от типа газа и оборудования, задействованного в резке. Таких цифр достаточно для мгновенного расплава металла и его удаления из области реза. Первая особенность обеспечивает скорость процесса, вторая — чистоту.
Как устроен плазменный резак?
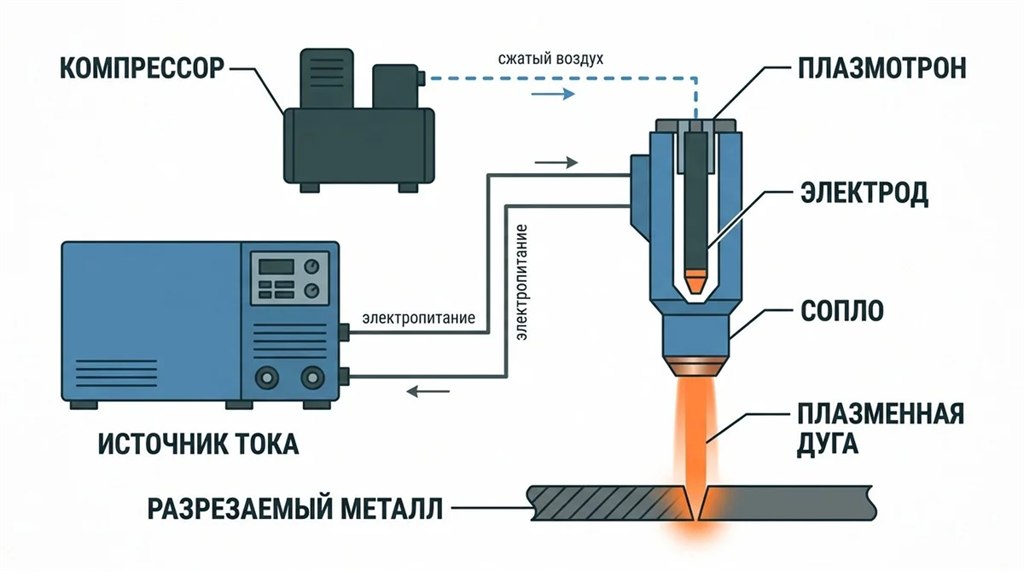
Плазморез состоит из нескольких компонентов, каждый из которых выполняет свои функции. Основной модуль — источник питания. Он даёт энергию для формирования и стабилизации дуги. Источники представлены двумя типами:
- Трансформаторы. Массивны, габаритны, но максимально надёжны. Допустима продолжительная тяжёлая работа при повышенных нагрузках, исключены поломки при перепадах напряжения. Оптимум для «грубых» операций, не требующих максимальной точности.
- Инверторы. Компактные, лёгкие, экономично расходующие энергию. Ориентированы на работы с акцентом на точности, характеризуются стабильной дугой. Минусы — уязвимость для перепадов напряжения, невозможность использования при температурах ниже -15 градусов.
Плазмотрон
Рабочий элемент, где формируется плазменная струя. В конструкцию плазмотрона входят:
- Электрод. Элемент, по которому идёт ток. Наиболее распространены гафниевые электроды, долговечные, устойчивые к окислению, обеспечивающие стабильность дуги, соответствие её параметров настройкам.
- Сопло. Формирует струю нужной конфигурации и диаметра. Сопло определяет ширину пропила, эффективность концентрации энергии в зоне реза. Сопло подвержено износу из-за постоянных термических нагрузок, относится к числу заменяемых деталей.
- Плазменная камера. Область, разделяющая сопло и электрод. Именно здесь происходит изменение свойств газа, его трансформация в плазму.
Одна из задач мастера — контроль состояния электрода и сопла. От него зависит чистота, качество реза. Износ сопряжен с нестабильностью формы дуги, невозможностью контроля ширины пропила, образованием заусенцев на кромках.
Компрессор и кабель-шланговый пакет
Функция компрессора — формирование давления для подачи газа в плазмотрон. В бытовых и полупрофессиональных моделях используют сжатый воздух, не требующий подключения к баллону. Воздушный поток дополнительно обдувает сопло и электрод, исключает их перегрев.
Кабель-шланговый пакет — набор из силового кабеля, шланга подачи газа, в некоторых случаях — трубки для подачи охлаждающей жидкости. При подборе длины и конфигурации пакета нужно руководствоваться конкретными рабочими условиями.
Как работает плазморез по металлу?
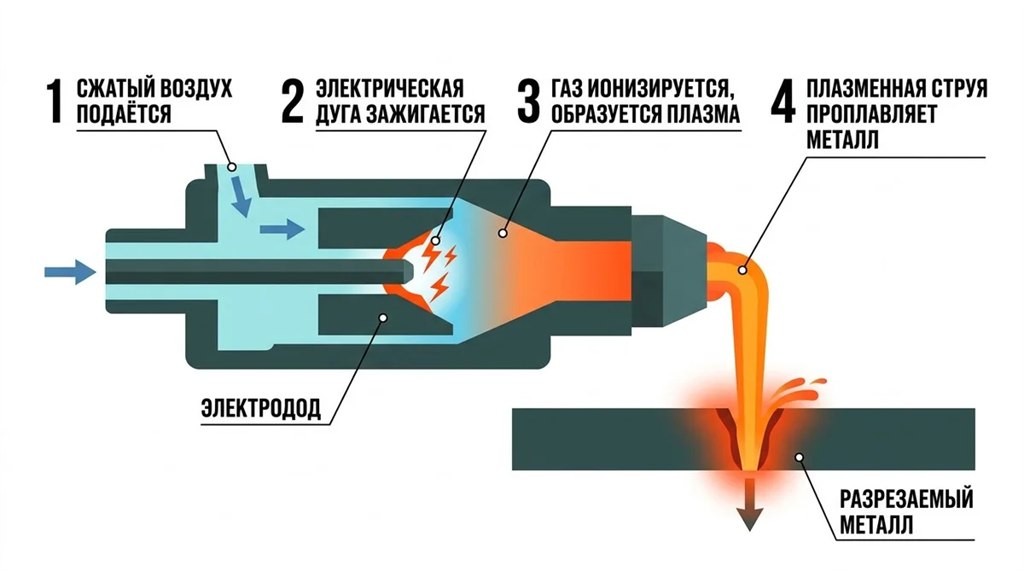
Базовый принцип работы плазмореза — трансформация электрической энергии в термическую посредством формирования струи раскалённой плазмы. Алгоритм выглядит следующим образом:
- Подача газа в плазменную камеру под давлением компрессором.
- Формирование электрической дуги.
- Ионизация газа, его превращение в плазму, температура которой достигает 30 тысяч градусов.
- Выход плазменной струи через сопло со скоростью до 900 метров в секунду.
- Плавление металла в области реза, выдув расплава давлением воздуха.
- Формирование ровного реза нужной конфигурации и длины за счёт перемещения устройства.
Способы запуска плазменной дуги
Первая стадия работы плазморезом — поджиг дуги. Основные способы:
- Контактный. За счёт прикосновения электрода к металлической поверхности. Метод прост, надёжен, но сопряжен с ускоренным износом детали.
- Пневматический. Выдвижение электрода вперёд, касание сопла, возврат под давлением газа. Метод, характерный для полупрофессиональных плазморезов.
- Высокочастотный. За счёт искрового разряда между соплом и электродом. Ионизация начинается без прямого взаимодействия с металлом. Наиболее технологичный способ, характерный для устройств профессионального класса. Надёжный, исключающий быстрый износ деталей.

Плазменная резка: классификация
При классификации плазменной резки учитывают несколько критериев. Первый — способ воздействия. Прямая резка предполагает формирование дуги между электродом резака и разрезаемой деталью. Материал в таком случае становится компонентом электроцепи. Технология оптимальна для металлов с высокой проводимостью, углеродистых, нержавеющих сталей, цветных сплавов.
При косвенной резке дуга горит внутри самого плазмотрона (между соплом и электродом), а обрабатываемый объект не включается в общую электрическую цепь. Этот способ применяется для обработки неэлектропроводных материалов — например, тугоплавкой керамики, кварцевого стекла или камня.
Тип
Наиболее распространённой является ручная методика. Оператор держит устройство, режет заготовку в соответствии с разметкой. Преимущество — простота, недостаток — ограниченная производительность. Ручную резку лучше использовать для разовых работ или, как максимум, мелкосерийного производства.
Альтернатива — машинная резка на станках с ЧПУ. Процесс автоматизирован, резак движется по заранее установленным траекториям. Оборудование недёшево, однако, цена компенсируется высокой производительностью, отсутствием риска порчи заготовок. Машинную резку применяют на крупных предприятиях, при массовом производстве.
Рабочая среда
Выделяют следующие типы плазмотронов:
- Воздушный. Работает на сжатом воздухе. Наиболее распространённая и доступная категория.
- Газовый. Использует специальные газы: азот, аргон, водород, кислород или их смеси. Устройства справляются со сложными материалами, позволяют добиться идеальной чистоты реза.
- Водяной. Защитная и охлаждающая среда — вода. Уровни шума и пыли минимальны, чистота реза — максимальная. Оборудование стоит дорого, относится к профессиональному классу, но цена компенсирована отличными характеристиками.
Охлаждение
Стандарт — воздушное охлаждение. За отвод избытка тепловой энергии от электрода и сопла отвечает рабочий газ. Схема проста, надёжна, но имеет ограниченную производительность, подходит для аппаратов мощностью не выше средней.
Альтернатива — жидкостное охлаждение, построенное на циркуляции ОЖ. Оборудование поддерживает токи более 150 ампер, допускает продолжительную безостановочную работу. Схема характерна для техники промышленного класса.
Газы для плазменной резки
От характеристик газа зависит скорость работы, типы обрабатываемых материалов, качество формируемой кромки.
Простейший вариант — воздух. Подойдёт для работы с нержавейкой, углеродистой сталью, цветными сплавами при толщине заготовки не более 6 сантиметров. Основной негативный момент — высокое содержание кислорода, что провоцирует окисление кромки. Впрочем, для бытовых и полупрофессиональных работ, где высокая точность не требуется, такая схема выглядит оптимальной.
| Газ | Металл | Макс. толщина | Особенности реза |
|---|---|---|---|
| Воздух | Сталь, нержавейка, цветные металлы | до 60 мм | Доступно, но окисляет кромку |
| Кислород | Углеродистые стали | до 40 мм | Высокая скорость, идеальная кромка; несовместим с цветными металлами |
| Азот | Нержавейка, алюминий, медь | до 50 мм | Инертный, нет окисления; затрудняет сварку кромки |
| Аргон + водород (68/32%) | Высоколегированные стали, толстые заготовки | до 100+ мм | Максимальная температура плазмы; водород взрывоопасен |
Кислород
Газ ускоряет работу, помогает получить идеальную кромку на сталях с низким содержанием углерода. Качество реза хорошее, однако, нужно учитывать интенсивное разрушение электрода из-за окисления. Приходится часто менять деталь. Также нужно учитывать несовместимость технологии с цветными металлами и нержавеющей сталью, где нужно на 100% исключить окисление.
Азот
Оптимальная защитная среда для нержавейки, чистого алюминия и сплавов на его основе, меди. Азот — инертный газ, что исключает окисление кромки. Оптимален для токов до 400 ампер и толщине заготовок — до 5 сантиметров. Негативный момент — насыщение кромки при значительных температурных нагрузках. Дальнейшая сварка металла, насыщенного азотом, затруднена.
Аргон и смеси аргона с водородом
Чистый аргон применяется нечасто из-за малой теплопроводности. Более распространённое решение — комбинации аргона и водорода. На первый газ приходится около 68% общего объема. Такая комбинация даёт максимальную температуру плазмы и высокую скорость работы. Технология подойдет даже для разделки толстых заготовок из сталей высокой степени легирования. Главное — соблюдать технику безопасности, помнить о взрывоопасности водорода.
Сферы применения
Классический пример — раскрой листового проката. Оборудование справится с заготовками на основе стали, титана, цветных и других металлов. Возможен как прямой раскрой, так и фигурный. Во втором случае — используют станки с ЧПУ, позволяющие формировать детали даже очень сложной формы, с обилием изгибов, закруглений.
Резка труб
Плазморез удобен при работе с трубами, позволяет получить ровную кромку для точной дальнейшей стыковки. Технология оптимально подходит для стальных труб, но может использоваться и с чугунными. Главное в таком случае — чётко контролировать температуру и давление, чтобы не допустить разрушения металла.
Как выбрать плазморез?
При подборе нужно руководствоваться несколькими критериями:
- Сила тока. Чем выше показатель, тем больше толщина обрабатываемых заготовок. Для гаража и частной мастерской достаточно моделей на 40–60 ампер. В промышленном производстве используют устройства, где показатель измеряется сотнями ампер. Упрощённая формула расчёта силы тока — 4 ампера на миллиметр стали, 6 ампер на миллиметр цветного металла.
- Продолжительность включения. ПВ показывает длительность бесперебойной работы под максимальной нагрузкой за 10-минутный цикл. Например, 60% указывают, что аппарат работает 6 минут, 4 — требует на охлаждение.
- Длина шланг-пакета. Подбирается под удаленность рабочего места от устройства с небольшим запасом. Слишком длинные магистрали не рекомендованы из-за потерь давления и силы тока.
Преимущества и недостатки плазменной резки
Главные плюсы плазменной резки, отличающие её от классической, газовой, технологии, следующие:
- Универсальность, совместимость с чёрными и цветными металлами.
- Точность.
- Чистота кромки.
- Исключение термических деформаций, сохранение идеальной геометрии детали.
Главные минусы — ограничение по толщине детали, невысокое время бесперебойной работы. Впрочем, показатели достаточны для всех бытовых и полупрофессиональных задач и большинства профессиональных. Главное — выбрать достаточно мощный аппарат.
| Параметр | Плазменная | Лазерная | Газовая |
|---|---|---|---|
| Точность | ±0,3–0,5 мм | ±0,05–0,1 мм | ±1–2 мм |
| Ширина пропила | 1–5 мм | 0,1–0,5 мм | 2–6 мм |
| Термовоздействие | Среднее | Малое | Высокое |
| Макс. толщина | До 150 мм | До 30 мм | До 300 мм |
| Скорость | Высокая | Очень высокая | Низкая |
| Цветные металлы | Да | Да | Нет |
| Цена оборудования | Средняя | Высокая | Низкая |

