
Термическая обработка металлов — одна из главных операций в производстве инструмента, деталей машин, механизмов и приводных систем. Любой ответственный элемент, будь то шестерня в редукторе, моторный вал или лезвие ножа, подвергают термической обработке.
Смысл контролируемого нагрева и охлаждения заключается в улучшении эксплуатационных характеристик изделия, обеспечении его долговечности и надежности при эксплуатации. Нарушение технологии приводит к критической хрупкости, недостаточной пластичности и преждевременному разрушению деталей.
Что такое термическая обработка металла?
Термическая обработка металла — это технологический процесс, включающий в себя нагрев до определённой температуры, выдержку и последующее охлаждение с заданной скоростью. Его цель — изменение внутренней структуры сплава для получения необходимых эксплуатационных характеристик. Контролируемый нагрев запускает фазовые превращения: перестроение атомов и формирование новых кристаллических решёток.
Основные классы термообработки таковы:
- Стандартная термическая обработка (ТО) — воздействие только температурой без изменения химического состава.
- Химико-термическая (ХТО) — сочетание теплового воздействия с насыщением поверхности различными элементами.
- Деформационно-термическая — комбинация пластической деформации и температурного воздействия.
Термообработка — одна из наиболее ответственных операций производственного цикла. Необходимо на 100% соблюдать инструкции и технологии. Даже небольшие отклонения от эталонных значений по температуре, времени выдержки способны привести к появлению трещин, деформаций, недостаточной прочности. Их исправление невозможно.
Цели и задачи термообработки
Технология позволяет решить множество задач. Основные — повышение твёрдости металла, его прочностных характеристик, устойчивости к механическим нагрузкам, трению, ударам. Закалённые детали годами служат в наиболее ответственных системах, сохраняя исходные параметры, не требуя замены.
Термическая обработка преследует и другие цели:
- Снятие остаточных напряжений. Они образуются после механических и термических воздействий, литья или сварки. Главный риск заключается в появлении деформаций и трещин даже при отсутствии внешних нагрузок. Для устранения этой проблемы и применяется термообработка.
- Упрощение обрабатываемости резанием. Чрезмерная твёрдость приводит к быстрому износу фрез и свёрл, недостаточная — к налипанию на оснастку. Термообработка обеспечивает оптимальный баланс твёрдости и пластичности.
Термическая обработка — промежуточная или завершающая операция. В первом случае её проводят между этапами механической обработки, во втором — в завершении общего цикла, чтобы деталь приобрела окончательные характеристики, необходимые для ввода в эксплуатацию.
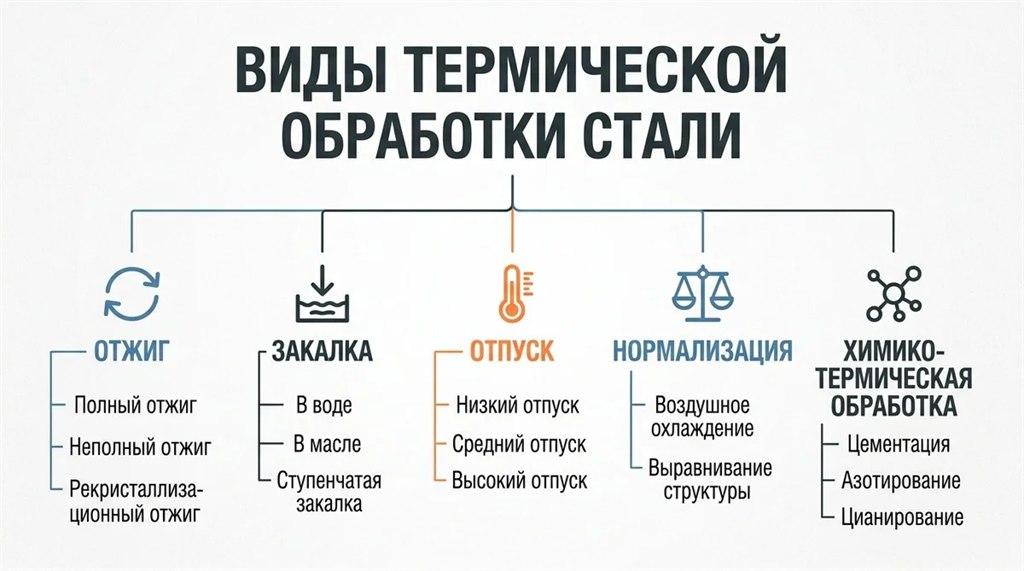
Виды термической обработки металлов
Классов термической обработки множество. У каждого — уникальные особенности, определяющие конечный результат. При подборе метода нужно руководствоваться маркой стали, проектными свойствами конечного изделия, условиями, в которых запланировано его использование.
| Вид | Цель | Результат | Применение |
|---|---|---|---|
| Нормализация | Снятие напряжений, однородность структуры | Мелкозернистая равномерная структура | Поковки, отливки, прокат |
| Отжиг | Максимальная пластичность, снятие напряжений | Мягкая, легко обрабатываемая структура | Отливки, сварные конструкции |
| Закалка | Повышение твёрдости | Мартенситная структура, высокая твёрдость | Режущий инструмент, шестерни |
| Отпуск | Снижение хрупкости после закалки | Оптимальное сочетание твёрдости и вязкости | Валы, оси, пружины, свёрла |
| Старение | Дисперсионное твердение | Рост прочности при снижении пластичности | Алюминиевые и медные сплавы |
| Цементация | Твёрдая поверхность при вязкой сердцевине | Высокая износостойкость поверхности | Шестерни, оси, подшипники |
| ТМО | Сочетание деформации и нагрева | Оптимальная прочная структура | Высоконагруженные детали |
Нормализация
Главные задачи нормализации — снятие остаточных напряжений, формирование однородной мелкозернистой структуры. Металл нагревают до температуры на 30–50 °C выше критической точки Ас3 (для доэвтектоидных сталей) и охлаждают естественным образом. Результат — равномерность микроструктуры металла, исчезновение крупных зёрен, образовавшихся при литье или сварке.
Нормализацию часто применяют к поковкам, отливкам, прокату перед дальнейшей обработкой. Метод не столь затратен, как полный отжиг, обеспечивает хорошее сочетание прочности и пластичности. Нормализованная сталь легче обрабатывается резанием и лучше воспринимает дальнейшую закалку.
Отжиг
Главное отличие отжига от предыдущего метода — медленное охлаждение. Оно необходимо для достижения максимальной пластичности, полного удаления остаточных напряжений, упрощения механической обработки.
Отжиг представлен следующими классами:
- Первого рода — рекристаллизационный, для устранения наклёпа после холодной деформации, гомогенизирующий, для выравнивания химического состава.
- Второго рода — полный и неполный, предполагающий фазовые превращения.
Температурный диапазон отжига составляет от 200 до 1200 °C в зависимости от типа сплава и конкретной цели обработки. Типичные объекты — отливки сложной формы и сварные конструкции, где критически важно полное отсутствие внутренних напряжений.
Закалка
Закалка — основной метод повышения твёрдости стали. Деталь нагревают до критической температуры (около 800–900 °C для углеродистых сталей), выдерживают для равномерного прогрева и быстро охлаждают в воде или масле. Интенсивное охлаждение препятствует превращению аустенита в мягкие структуры, заставляя его перейти в мартенсит — пересыщенный твёрдый раствор углерода в железе.
Мартенситная структура очень твёрдая, однако, для неё характерна высокая хрупкость. Устранить недостаток удаётся отпуском.
С точки зрения метода охлаждения закалка представлена следующими классами:
- В одной среде — деталь полностью охлаждают в воде или масле.
- Прерывистая — сначала в воде до определённой температуры, затем в масле.
- Ступенчатая — охлаждение в горячей среде (соляная ванна) с последующей выдержкой и охлаждением на воздухе.
- Изотермическая — выдержка в среде с температурой выше мартенситного превращения для получения бейнитной структуры.
- Струйчатая — облив водяными струями, применяется для местной закалки.
Нарушение методики закалки недопустимо. Оно сопряжено с появлением серьёзных дефектов, трещин, пятен, деформаций, значительным потерям углерода, хрупкости. Большинство дефектов не предполагают возможности восстановления, деталь признают бракованной.
Отпуск
Отпуск — этап после закалки, задачи которого — снижение хрупкости, снятие внутренних напряжений. Он предполагает нагрев изделия до температур ниже критических, выдержку и охлаждение. Это приводит к частичному распаду мартенсита, стабилизации и оптимизации структуры.
Основной классификационный фактор отпуска — температура. Выделяют следующие методики:
- Низкий (150–250 °C) — максимальное сохранение твёрдости, что актуально для ножевых лезвий, фрез, свёрл и другой режущей оснастки.
- Средний (250–500 °C) — повышает упругость при сохранении достаточной твёрдости, используется для пружин, рессор.
- Высокий (500–680 °C) — даёт наилучшее сочетание прочности и ударной вязкости, применяется для валов, осей, шатунов.
Важный момент — учёт явления отпускной хрупкости: при температурах около 300 и 500 градусов ударная вязкость резко падает. Технологи избегают этих интервалов или применяют ускоренное охлаждение после выдержки.
Старение
Старение позволяет повысить твёрдость и прочность путём выделения из пересыщенного твёрдого раствора мелкодисперсных частиц вторичных фаз. Данный механизм называют дисперсионным твердением.
Различают естественное старение, проходящее при комнатной температуре в течение нескольких суток, и искусственное — при нагреве до 100–200 °C в течение нескольких часов. Метод актуален для сплавов на основе алюминия, меди и некоторых сортов нержавейки. Важно помнить, что такое повышение прочности и твердости неизбежно снижает пластичность и ударную вязкость материала.
Снятие напряжения
Снятие напряжения используется для наиболее ответственных металлических изделий, например баллонов и котлов, работающих под большим гидравлическим давлением, находящихся под термической нагрузкой.
Средняя температура нагрева для стали — от 500 до 650 градусов. После нагрева деталь долго выдерживается, затем — медленно остужается.
Подобный алгоритм способствует эффективному снятию внутренних напряжений с сохранением фазового состава. Структура изделия не меняется, при этом, оно оказывается максимально стабильным, не склонным к разрушению, образованию трещин.
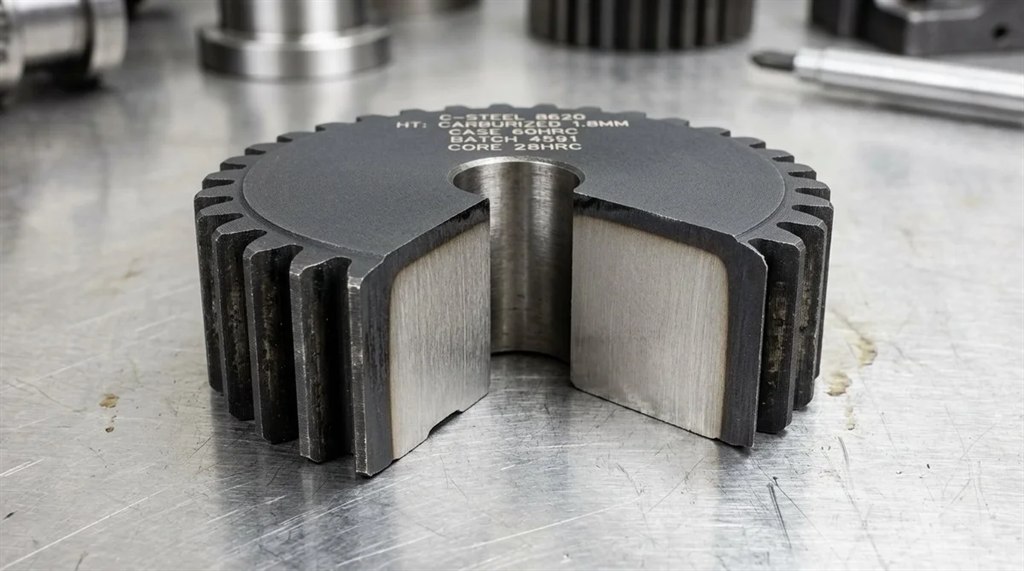
Цементация стали
Цементация стали — процесс увеличения концентрации углерода в поверхностном слое. Деталь помещают в углеродсодержащую среду, твёрдую, жидкую или газообразную, нагревают до 850–950 °C. Атомы углерода проникают вглубь структуры, формируя прочный слой толщиной 0,5–2 мм.
После цементации требуется закалка и низкий отпуск. Обработанная поверхность оказывается максимально устойчивой к царапинам, внутренняя структура сохраняет пластичность — деталь не треснет при ударной нагрузке. Цементацию активно используют при изготовлении шестерней, валов, подшипников, осей.
Термомеханическая обработка
Комплексный процесс, сочетающий механическую обработку с нагревом и охлаждением. Такое воздействие позволяет получить оптимальную структуру, устойчивую к различным нагрузкам, прочную, твёрдую, при этом — пластичную.
Термомеханическая обработка представлена двумя основными методами:
- Высокотемпературная. Деформация происходит при температурах выше точки рекристаллизации.
- Низкотемпературная. Деформация — ниже указанной точки, однако — выше мартенситного превращения.

Химико-термическая обработка металлов
Задача химико-термической обработки заключается в изменении как структуры, так и химического состава поверхностного слоя изделия. За счёт диффузии поверхность насыщается легирующими компонентами и становится максимально твёрдой. Сердцевина детали при этом сохраняет пластичность, необходимую для компенсации ударных и динамических нагрузок.
К процессам насыщения неметаллами относятся:
- Цементация — насыщение углеродом.
- Азотирование — насыщение азотом при 500–600 °C, даёт высокую поверхностную твёрдость без закалки.
- Борирование — насыщение бором, обеспечивает исключительную износостойкость поверхности.
- Нитроцементация — одновременное насыщение углеродом и азотом.
Насыщение металлами, например титаном или алюминием, помогает увеличить устойчивость к коррозии и термическому воздействию. Хром предотвращает окисление при высокотемпературной нагрузке. Детали, обработанные по такой методике, могут использоваться даже в турбинных двигателях без риска разрушения.
Химико-термическая обработка — завершающая операция производственного цикла. В некоторых случаях, однако, она предполагает финишную полировку, устраняющую мелкие дефекты, подчеркивающую блеск хромированной поверхности.
Этапы термической обработки
Любой вид термообработки включает три обязательных этапа: нагрев, выдержку и охлаждение. Правильность выполнения каждого из этапов определяет конечный результат.
Нагрев металла
Смысл нагрева — контролируемое изменение структуры. В стандартных температурных условиях углеродистые стали состоят из феррита и цементита. При достижении критических температур начинается их трансформация в более прочный аустенит, выдерживающий огромные нагрузки.
Нагрев требует чёткого контроля. Высокая интенсивность приводит к неравномерности прогрева, формированию термических напряжений, недостаточная — к образованию окислов, формированию крупнозернистой структуры.
Выдержка
Задачи данного этапа — завершение фазовых превращений, нормализация температуры по объёму поверхности. Длительность выдержки определяется конфигурацией изделия, его габаритами и необходимыми конечными параметрами.
Крупногабаритные детали сложной формы требуют продолжительной выдержки, гарантирующей прогрев всего объема. Изделия с тонкими стенками нагреваются быстро. Важно не передержать их, не допустить порчи и деформаций.
Охлаждение
Главные структурные изменения наблюдаются именно на этой стадии. От интенсивности охлаждения зависят свойства изделия. Специфика процесса зависит от используемой среды:
- Вода — максимальная скорость охлаждения, применяется для углеродистых сталей.
- Масло — умеренная скорость, минимальный риск появления трещин, используется для легированных сталей.
- Воздух — медленное охлаждение, характерно для нормализации.
- Солевой раствор — более интенсивное охлаждение, чем в воде.
- Печное охлаждение — самое медленное, применяется при отжиге.
Преимущества термической обработки металла
Термическая обработка даёт комплекс преимуществ, определяющих её широкое применение. Наиболее значимые достоинства выглядят следующим образом:
- Повышение твёрдости стали и износостойкости поверхности увеличивает срок службы. Закалённые шестерни, валы, направляющие работают значительно дольше необработанных.
- Улучшение коррозионной стойкости достигается как термическими, так и комбинированными химико-термическими методами. Азотированные и хромированные поверхности уверенно выдерживают продолжительное воздействие агрессивной среды, концентрированных химических растворов, морской воды.
- Снятие остаточных напряжений повышает точность и стабильность размеров деталей. Это особенно важно для прецизионных изделий: измерительных инструментов, корпусов приборов.
- Улучшение обрабатываемости резанием, что повышает эффективность дальнейшего фрезерования. Нагрузка на резцы и фрезы минимальна, оснастка служит дольше при идеальном результате обработки, чистой и ровной поверхности.
Какие металлы подходят для термообработки
В первую очередь, технология используется для улучшения характеристик стали. Углеродистые, легированные марки хорошо переносят и воспринимают закалку, отпуск. Для чугуна метод применяют нечасто, однако, отжиг эффективен в борьбе с остаточными напряжениями в структуре данного металла.
Специфика термообработки других марок такова:
- Нержавейки большинства сортов не воспринимают закалку для повышения твёрдости, однако, в их отношении эффективна аустенизация как метод противодействия ржавчине.
- Сплавы на основе алюминия подвергают закалке и старению. Температурный режим здесь значительно мягче, чем для сталей: температура закалки составляет около 500 °C, а старения — 150 °C. Такая обработка помогает увеличить прочностные характеристики в два-три раза по сравнению с исходными.
- Сплавы на основе меди. Рекристаллизационный отжиг помогает восстановить пластичность для дальнейшей деформации. Рекомендуемая температура для большинства марок бронзы составляет около 550–650 градусов, а для латуни — в пределах 500–700 градусов.
- Титан и сплавы на его основе. Термообработка повышает прочность, однако, требуется защитная среда, нивелирующая химическую активность.
Нужно учитывать, что не все металлы поддаются термообработке. Например, закалка чистой меди, алюминия или свинца невозможна. Улучшить их характеристики можно только легированием или контролируемой пластической деформацией.
Термообработка сварных соединений
Сварка создаёт зону с неравновесной структурой и высоким уровнем остаточного напряжения. Термообработка сварных швов устраняет эти негативные явления. Основные методы следующие:
- Местный. Предполагает нагрев исключительно зоны шва и прилегающих к нему областей.
- Объемный. Всю деталь помещают в печь.
Выбор определяется эксплуатационными нагрузками, требованиями к надёжности. Объёмный метод дороже, однако, позволяет добиться оптимальных характеристик.
Основные типы термообработки сварных соединений таковы:
- Стабилизирующий отжиг. Нагрев до температуры в 970 градусов с дальнейшей 90-минутной выдержкой и естественным охлаждением. Оптимум для сталей высокой степени легирования.
- Дегазационный отжиг (отдых стали). Температура процесса составляет около 250–300 градусов, время выдержки — от 2 часов. Технология применяется для толстых сварных швов с целью удаления диффузионного водорода и предотвращения появления холодных трещин.
- Аустенизация. Температура процесса достигает 1050–1100 градусов, время выдержки — до 3 часов. Метод применяется для высоколегированных аустенитных сталей: он растворяет карбиды, устраняя склонность к межкристаллитной коррозии и повышая пластичность сплава за счет его разупрочнения.
- Высокий отпуск. Технология применяется для сталей с невысоким содержанием легирующих элементов. Температура нагрева составляет около 650 °C, время выдержки — несколько часов. Этот метод эффективно устраняет остаточные структурные напряжения.
Техника безопасности
К термической обработке металла допускают только специалистов, прошедших соответствующий инструктаж, знающих основные положения техники безопасности, соблюдение которых исключает травматизм.
Основные факторы, способные причинить вред — высокие температуры, яркий свет, концентрации токсичных газов. Работники обязаны носить защитную спецодежду из плотной ткани, очки, снижающие интенсивность светового излучения, исключающие попадание в глаз искр. Для быстрого вывода наружу вредных газов в зоне работы монтируют мощные вытяжные установки. При невозможности их применения персонал должен использовать промышленные противогазы.

