
Гидроабразивная резка — одна из наиболее универсальных технологий обработки материалов. Она одинаково эффективно справляется с металлами, пластиком, эластомерами, композитами, камнем и стеклом. Материал разделяет водяная струя под высоким давлением, насыщенная мелкими частицами абразива.
Помимо универсальности, ключевое преимущество метода — отсутствие нагрева в зоне реза. Это полностью исключает термические деформации, сохраняя структуру заготовки и её первоначальную геометрию.
Как появилась гидроабразивная резка?
Прообразы метода появились столетия назад. Например, ещё в XIX веке шахтеры активно использовали мощные водяные струи для разрушения горных пород, извлечения грунта с высоким содержанием золотой руды для дальнейшей промывки, переработки.
Первые опыты по применению чистой водяной струи под давлением начались в 1950–1960-х годах, но подходили только для мягких материалов вроде бумаги и резины. Настоящий прорыв произошел в конце 1970-х, когда инженер Мохамед Хашиш догадался вводить в струю мелкофракционный абразив. Это многократно усилило разрушительную способность потока и позволило резать металлы, стекло и камень.
Одним из пионеров в массовом производстве коммерческих высоконапорных систем стала компания «KMT Waterjet». С появлением промышленного оборудования началось бурное развитие технологии: инженеры сосредоточились на росте давления и автоматизации управления с помощью ЧПУ.
Принципы гидроабразивной резки
В основе методики лежит эрозионное воздействие. Мелкофракционный абразив, разогнанный струей воды до огромной скорости, разрушает материал, формируя ровный пропил. Вода в этом процессе выполняет сразу несколько функций: она увлекает за собой частицы, стабилизирует поток, повышает точность и быстро отводит тепло, защищая заготовку от перегрева и деформации.
Процесс представлен двумя главными классами:
- Гидрорезка. Абразив не используется. Решение для работы с материалами невысокой твердости, например пенополистиролом, картоном, бумагой.
- Гидроабразивная резка. С применением абразива. Ориентир — твердые материалы, металлы, керамика, бетон, полимеры и композиты.

Как устроен гидроабразивный станок?
Это многокомпонентный комплекс, в котором каждый узел отвечает за строго определенный этап работы.
Насосная станция
Главный компонент. Задача — нагнетание давления, необходимого для уверенного и точного реза материалов независимо от твердости. Насосные станции представлены двумя группами:
- Мультипликаторные. Максимальное давление — 6 тысяч атмосфер. Используются для работы с самыми твердыми материалами, минералами, металлами, толстыми заготовками.
- Прямого действия. Несколько уступают предыдущим по мощности. Предназначены для обычных задач, например раскроя не слишком толстых листовых металлических заготовок.
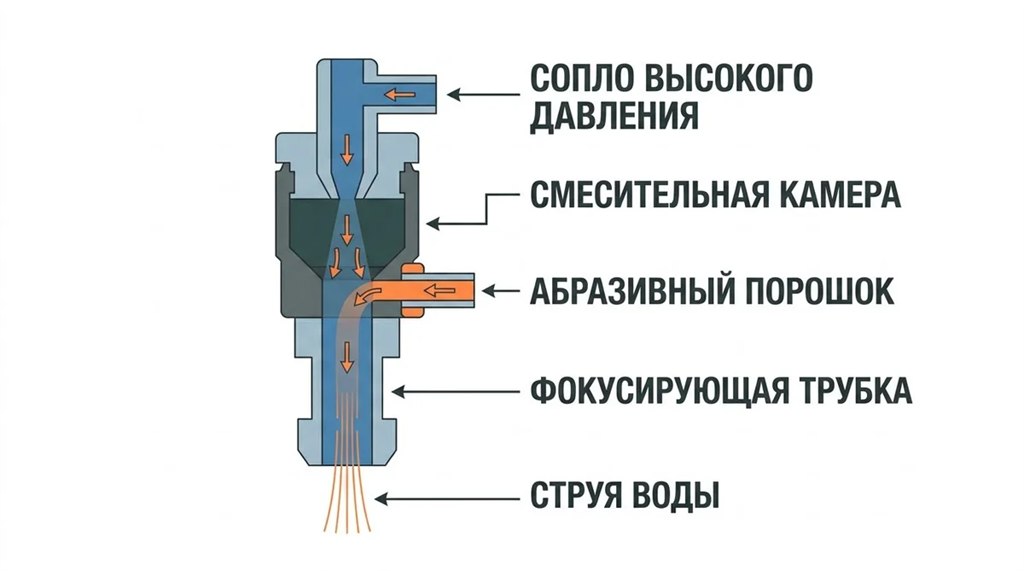
Режущая головка и смесительная камера
По патрубкам и шлангам вода поступает к режущей головке, через сопло — подается к смесительной камере. Здесь она смешивается с абразивом. Размеры сопла режущей головки и фокусирующей трубки определяет точность реза.
Стандартный диаметр для сопла — от 0.1 до 0.35 миллиметров, фокусирующей трубки — от 0.5 до 1.5. Специалисты рекомендуют стремиться к пропорции диаметров сопла и трубки «1 к 3». В таком случае поток окажется стабильным, струя — ровной, без выраженного расширения, провоцирующего снижение интенсивности воздействия, нарушающего точность.
ЧПУ и вспомогательное оснащение
Задача координатного стола ЧПУ — управление движением режущей головки. Она перемещается по определенным траекториям, создает на основе заготовки деталь требуемой формы и геометрии. Автоматизация повышает общее качество изделий, ускоряет процесс, исключает опасность брака, снижает объем отходов.
Современные комплексы гидроабразивной резки комплектуют датчиками влажности и контроля подачи абразивного вещества. Они повышают точность и стабильность работы, сводят к минимуму риск аварийной ситуации.
Также в гидроабразивной резке используют вспомогательное оснащение:
- Многоосевые режущие головки для изготовления деталей сложной формы, со скосами и фасками.
- Механизм выгрузки шлама. Автоматизирует процесс удаления отработанного абразива из ванны.
- Умягчитель воды. Препятствует накоплению известковых отложений, накипи на внутренних поверхностях сопел и патрубков, повышает точность, продлевает срок службы.
Виды абразивов для гидрорезки
От абразивного материала зависит режущая способность струи. Минимальная рекомендованная твердость — 6.5 по шкале Мооса. Пример подходящего материала — гранатовый песок, отличающийся твердостью, по характерной заостренной формой частичек.
Важнейшее технологическое правило — размер фракции (песчинок) абразива не должен превышать 30% от внутреннего диаметра фокусирующей трубки. Если это соотношение нарушено и песчинки слишком крупные, внутри смесительной камеры мгновенно возникнет затор, что приведет к остановке оборудования и браку детали.
Самый твердый абразив — карбид кремния. Он подходит для обработки сверхтвердых материалов, однако быстро истирает фокусирующую трубку и сопло. При его использовании расходники изнашиваются гораздо активнее и требуют частой замены.
| Абразив | Состав | Область применения |
|---|---|---|
| Гранатовый песок | Гранат (силикат) | Универсальный — металлы, камень, стекло, пластик |
| Электрокорунд | Оксид алюминия Al₂O₃ | Высокоточный рез стали, керамики |
| Карбид кремния | SiC | Сверхтвёрдые материалы — кварц, сапфир, карбиды |
| Кварцевый песок | SiO₂ | Мягкие и средние материалы, низкая стоимость |
| Силикатный шлак | Вторичное сырьё | Экономичный вариант для черновой резки |
Преимущества гидроабразивной резки
В пользу технологии говорит множество достоинств, что и обеспечивает популярность в различных направлениях промышленности и производства.
Отсутствие термического воздействия
Максимальная температура в зоне реза составляет всего 90 °C. Тепловые деформации исключены как для металлов, так и для чувствительных к нагреву полимеров или композитов. Физические свойства и геометрия материала сохраняются в первозданном виде.
Универсальность
Одного станка достаточно для работы с различными материалами без смены оснастки. Достаточно быстрой перенастройки. Технология совместима со стеклом, керамической плиткой и панелями, пластиками, кожей, картоном.
Минимальная ширина реза
Пропил — менее миллиметра. Это позволяет обойтись без потерь материала. Качество особенно ценно для дорогого сырья, например титана, цветных и благородных сплавов.
Массовое производство
Технология эффективна как при штучном производстве, так и при серийном выпуске. Чтобы ускорить процесс, листы материала можно сложить в стопку. Такой пакетный раскрой экономит время, сохраняя стабильно высокое качество среза на каждом слое.
Безопасность
Использование станков не предполагает вреда для окружающей среды, не сопряжено с повышенным риском возгорания или детонации. Нагрев, воспламеняющиеся газы — всё это отсутствует.
Недостатки гидроабразивной резки
Основные негативные моменты, требующие учета, выглядят следующим образом:
- Конусность реза. При значительной толщине стенок пропила можно заменить, что они находятся под небольшим уклоном. Происходит это из-за рассеивания струи. Для устранения конусности необходимо использовать многоосевые режущие головки, снизить скорость подачи заготовки.
- Невысокий ресурс расходников. Поменять сопло и смесительную трубку придется, как максимум, через 100 часов работы, иногда — уже через 80.
- Невысокая скорость раскроя тонколистового металла. Например, с обработкой листовых заготовок, толщина которых не превышает 5 миллиметров, быстрее справится лазерная резка.
Сравнение с альтернативными методами
Ближайшие конкуренты гидроабразивной резки — лазерная и плазменная. Практика показывает, что технология является более универсальной, позволяет решать задачи, с которыми не справляются альтернативы, в том числе:
- Резка толстых заготовок. Например, 30-сантиметровых брусков стали, 20-сантиметровых — алюминиевых, 15-сантиметровых — титановых.
- Работа с материалами, чувствительными к нагреву. Исключено повреждение и разрушение стекла, пластиков, композитов.
- Изготовление деталей очень сложной формы с обилием углов и изгибов.
Лазер рекомендуют использовать с тонкими стальными заготовками, не толще 6 миллиметров, где на первый план выходит массовость производства, плазму — для грубого раскроя толстых заготовок, предполагающего дальнейшую обработку, шлифовку.
| Параметр | Лазерная | Плазменная | Гидроабразивная | Гидрорезка |
|---|---|---|---|---|
| Точность реза | ±0,05 мм | ±0,5–1 мм | ±0,1 мм | ±0,2 мм |
| Ширина пропила | 0,1–0,5 мм | 1–6 мм | 0,8–1,27 мм | 0,5–1 мм |
| Термовоздействие | Высокое | Очень высокое | Нет (до 90°C) | Нет |
| Конусность реза | Малая | Высокая | Минимальная | Минимальная |
| Макс. толщина | До 30 мм | До 150 мм | До 300 мм | До 30 мм |
| Неметаллы | Ограниченно | Нет | Да | Да (мягкие) |
Где используют гидроабразивную резку?
Технология максимально универсальна, позволяет работать и с мягкими материалами, кожей или пластиком, и с особо твердыми, камнем, легированными сталями, керамикой. Высокая точность соответствует требованиям наиболее технологичных промышленных отраслей, машиностроения, строительства, судостроения, авиастроения.
Стоимость и рентабельность гидроабразивной резки
Основные расходные статьи следующие:
- Абразив. Чаще всего — гранатовый песок. До половины от общих трат.
- Электроэнергия. Около 30 процентов.
- Элементы режущей головки — 10 процентов.
- Вода и мелкие элементы — около 5.
Средний срок окупаемости станка — год. Чтобы как можно быстрее отбить расходы и вложения, следует брать крупные заказы, свести к минимуму простои, работать со сложными материалами, титаном и композитами.

