Лазерная сварка: принцип работы, виды, преимущества и недостатки
Лазерная сварка — метод соединения металлических деталей сфокусированным лучом с высокой плотностью энергии. Источник генерирует излучение, оптическая система фокусирует луч, что обеспечивает быстрое плавление металла.
Специалисты ценят технологию за три качества: точность, скорость, ровный шов без шлаковых включений, пор и наплывов. Сравнение метода с классическими альтернативами показывает, что он более технологичен и универсален. Например, при работе с тонкими заготовками он позволяет избежать коробления и деформаций. Лазерная сварка применима даже в особо сложных ситуациях, при производстве ювелирных украшений, электронных приборов.

Что такое лазерная сварка: определение простыми словами
Лазерная сварка соединяет детали при помощи мощного светового луча. Источник заменяет электрическую дугу или открытое пламя, характерные для классических методов сварки. Резонатор генерирует излучение, оптический тракт передаёт его к сварочной головке, линза фокусирует на поверхности металла. Огромная плотность сконцентрированной энергии обеспечивает быстрое плавление металла, формирование надёжного шва.
Выделяют несколько особенностей технологии:
Минимальная ширина сварного шва при высокой прочности.
Ограниченная область нагрева, что исключает коробление, деформацию заготовки.
Точность воздействия, допускающая выпуск миниатюрных изделий, вплоть до ювелирных украшений.
Принцип работы лазерной сварки: пошаговый процесс
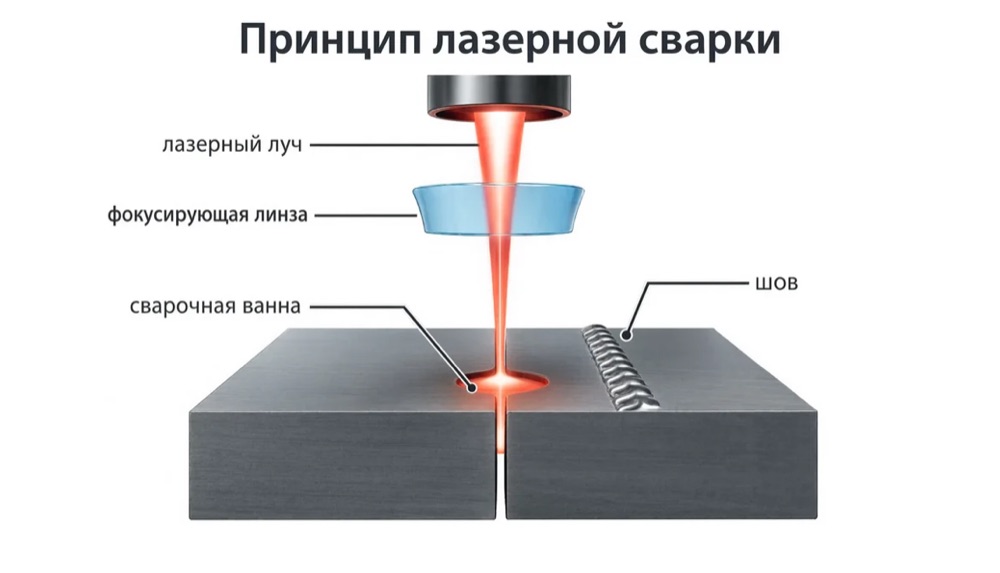
Технологический цикл состоит из следующих этапов:
Создание направленного излучения резонатором.
Доставка излучения к сварочной головке посредством системы зеркал или оптоволокна.
Фокусировка лазерного луча в области формирования соединения.
Плавление металла в зоне нагрева.
Застывание металла, образование прочного сварного шва.
Параметры процесса можно настраивать в соответствии с конкретными поставленными задачами. Настройки влияют на результат.
Теплопроводная сварка
В этом режиме луч прогревает только верхний слой металла, тепло уходит вглубь за счёт теплопроводности материала. Шов получается неглубоким, широким и гладким. Режим подходит для тонких материалов и задач, где важна не производительность, а точность, строгий контроль глубины проплавления.
Глубокое проплавление (keyhole-режим)
При высокой плотности энергии часть металла испаряется, и в толще заготовки формируется узкий парогазовый канал, позволяющий лучу проникнуть вглубь материала. Это обеспечивает скорость работ при высокой прочности шва.
Схема оптимальна в судостроении и на толстостенных трубах, где нужна сквозная проварка на всю толщину заготовки. Среди лазерных методик именно keyhole-режим даёт максимальную глубину шва.
Почему лазер даёт узкий шов
Маленькое пятно луча означает точную подачу энергии в конкретную точку. Соседние участки почти не греются: зона термического влияния у стали держится в пределах 0,2–1,5 мм, против 3–5 мм у дуговых методов сварки. Отсюда минимальное коробление и сохранение исходной геометрии детали, что критично для тонкостенных корпусов и точных сборок.
Из чего состоит лазерный сварочный аппарат
Результат лазерной сварки определяется слаженной работой всей системы: источника излучения, оптики, охлаждения, газовой защиты и механики подачи присадки. Каждый узел аппарата выполняет собственную задачу, но должен быть синхронизирован с другими компонентами.
Лазерный источник (волоконный)
Волоконные лазеры обеспечивают стабильное соединение углеродистых сталей, нержавеющих сплавов и алюминия. Их основные технические достоинства — высокий оптический КПД и выходная мощность. Отдельные модели аппаратов поддерживают смену режимов для выполнения смежных термических операций: лазерной резки или абляционной очистки поверхности от ржавчины.
Сварочная головка и сопло
Сварочная головка формирует и направляет луч в зону обработки, а сопло подаёт защитный газ прямо к сварочной ванне. От состояния расходников (линз, защитных стёкол, сопел) зависит стабильность процесса: загрязнённая оптика искажает пятно луча и портит шов.
Система охлаждения и подача защитного газа
Источник излучения и оптические узлы греются при долгой работе. Задача системы охлаждения — отвод избытков тепловой энергии для корректной работы, поддержания оптимальной температуры, защита от поломки.
Для отвода лишнего тепла используют проточный или замкнутый контур, для защиты сварочной ванны — подачу газа. Сопло подаёт защитный газ, аргон или азот, в зону сварки: газ вытесняет кислород, снижает окисление расплава, уменьшает пористость, исключает формирование наплывов на поверхности шва.
Подача присадочной проволоки
Присадочную проволоку подают в зону сварки. Её задача — заполнение зазора между деталями, обеспечение прочности, неразрывности шва, стабилизация химического состава расплава, делающая его более устойчивым к механическим и атмосферным воздействиям.
Виды лазерной сварки
Виды лазерной сварки различают по конструкции оборудования и степени автоматизации — под конкретную работу подбирают подходящие технологии. Устройства представлены множеством классов, от бытовых и полупрофессиональных моделей, ориентированных на небольшие мастерские, до крупных промышленных версий.
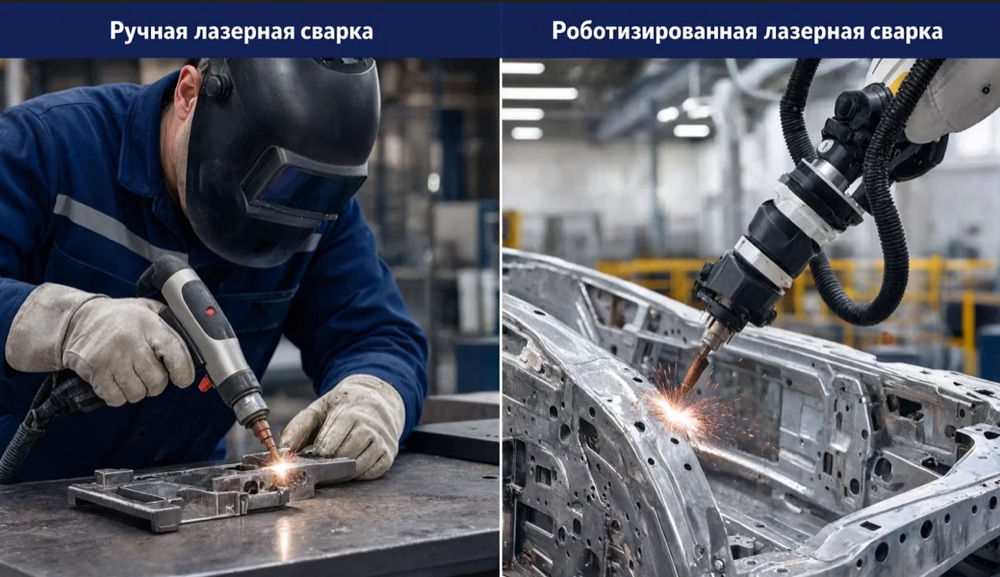
Ручная лазерная сварка
Оператор ведёт ручной лазерный аппарат вручную, ориентируясь по лучу-целеуказателю. Формат ориентирован на небольшие производства, ремонтные и монтажные работы, штучные изделия. В сравнении с TIG, лазерная сварка работает точнее и качественнее. На формирование шва приходится тратить в несколько раз меньше времени, он не требует финальной обработки, зачистки.
Автоматическая и роботизированная сварка
Траекторию перемещения головки и позиционирование детали контролирует ЧПУ. Роботизация процесса обеспечивает абсолютную повторяемость шва, минимизирует влияние человеческого фактора и применяется преимущественно в условиях крупносерийного конвейерного производства.
Импульсная и непрерывная сварка
У импульсного и непрерывного режима разное назначение. Импульсный луч выдаёт энергию короткими вспышками — подходит для точечных соединений, тонких деталей и ювелирной работы, где важно на 100% исключить перегрев металла. Непрерывный луч держит постоянную мощность и годится для длинных швов, работ с акцентом не на точности, а на производительности.
Сварка встык и внахлёст
Сварка встык и сварка внахлёст — два базовых типа соединения деталей. Встык соединяют узкие и длинные конструкции по кромке, шов защищают от окисления газом. С нахлёстом рекомендуют сваривать крупные металлические листы. Для качественного выполнения работы нужно наложить их друг на друга, исключить зазоры, обеспечить плотность прижима.
Какие металлы можно сваривать лазером
Лазерная сварка универсальна, однако, каждый материал требует определённых настроек, что необходимо для достижения оптимального результата.
Таблица 1. Особенности лазерной сварки разных металлов
| Металл | Что учитывать при лазерной сварке | Что обеспечивает хороший результат |
| Углеродистая сталь | Предсказуемость плавления, эффективное поглощение излучения | Чистота кромок соединяемых деталей, отсутствие окалины |
| Нержавеющая сталь | Стабильность шва | Формирование защитной газовой среды, препятствующей окислению |
| Алюминий и сплавы | Высокая теплопроводность | Высокая мощность и точная фокусировка |
| Медь и латунь | Высокая теплопроводность и отражающая способность | Высокая мощность, тщательная чистка |
| Титан | Зернистость шва | Защитная газовая среда, строгий контроль температуры |
Углеродистая и нержавеющая сталь
Чаще всего лазерная сварка используется для соединения деталей из углеродистой или нержавеющей стали. Оба металла хорошо поглощают излучение, за счёт чего удается сформировать ровный прочный шов.
Алюминий и алюминиевые сплавы
Алюминий и его сплавы — достаточно сложные материалы. Высокая отражающая способность затрудняет передачу тепловой энергии, теплопроводность — уводит её вглубь детали. Задача оператора — правильно настроить оборудование, сфокусировать луч, грамотно использовать присадочную проволоку.
Медь, латунь и тугоплавкие металлы
Общие проблемы и принципы их решения идентичны алюминию. Дополнительный момент — необходимость тщательной подготовки деталей, недопустимы даже минимальные загрязнения, жировые, химические или механические. Для хорошего результата рекомендовано использование импульсного режима, оборудования высокой мощности.
Преимущества и недостатки лазерной сварки
Популярность лазерной сварки легко объяснить множеством достоинств, точностью, скоростью, чистотой шва.
Преимущества
Узкая зона термического воздействия и минимальная деформация деталей.
Высокая скорость работ — в несколько раз быстрее дуговых методов на сопоставимой толщине металла.
Аккуратный шов с минимальной постобработкой — зачистка и шлифовка почти не нужны.
Доступ к труднодоступным местам за счёт компактной сварочной головки.
Совместимость с автоматизированными и роботизированными линиями.
Химическая чистота зоны сварки — флюсы и расходные электроды не нужны.
Недостатки
Высокая стоимость аппарата.
Строгие требования к подготовке кромок, настройке режима под конкретный металл.
Необходимость экранирования рабочей зоны, чтобы исключить риск выхода лазерного луча.
Трудности работы с загрязнёнными заготовками, вплоть до невозможности.
Сравнение с MIG/TIG
Таблица 2. Лазерная сварка vs MIG/TIG
| Параметр | Лазерная сварка | MIG/TIG |
| Скорость | При аналогичной толщине деталей — выше в несколько раз | Невысокая, определяется мастерством сварщика |
| Зона нагрева | 0,2–1,5 мм | 2–5 мм |
| Деформация | Минимальна | Заметна при малой толщине деталей |
| Подготовка кромок | Необходима максимальная чистота | Требуется, но небольшие загрязнения допустимы |
| Финишная обработка | Не требуется | Зачистка и шлифовка |
Что влияет на качество сварного шва
Лазерная сварка чувствительна сразу к нескольким параметрам: мощности лазера, скорости перемещения, фокусу и чистоте поверхности металла. Их сочетание определяет итог работ. В серийном производстве рекомендовано применение автоматизированного оборудования.
Мощность лазера и скорость перемещения
Недостаточная мощность лазера не даёт нужной глубины проплавления, избыточная — делает расплав нестабильным, шов — неровным. Скорость перемещения головки определяют по мощности: медленный проход перегревает металл, быстрый — не обеспечивает достаточной передачи тепловой энергии. Процесс требует точного баланса мощности и скорости.
Фокус, зазор и чистота поверхности
Смещение фокуса меняет плотность энергии в пятне, влияет на глубину провара. Зазор между деталями должен оставаться минимальным — без присадочной проволоки луч не заполняет широкие промежутки. Масло, ржавчина и окалина на кромке резко ухудшают результат, поэтому подготовка поверхности металла остаётся обязательным этапом перед началом работ.
Типичные дефекты и их причины

Пористость — образование газовых раковин из-за недостаточной защиты сварочной ванны или наличия органических загрязнений на кромках.
Непровар — следствие заниженной мощности источника или завышенной скорости перемещения головки.
Прожог — результат избыточной концентрации энергии при работе с тонколистовым металлом.
Трещины — кристаллизационные дефекты, вызванные жесткой фиксацией заготовок, высокими скоростями остывания или неверным химическим составом присадки.
Наплывы — формируются при неравномерной подаче проволоки или сбоях в ведении ручного инструмента.
Где применяется лазерная сварка: области и отрасли
Лазерная сварка востребована в машиностроении и производстве металлоконструкций, сферах, где важны скорость и повторяемость шва на серийных деталях. В автомобилестроении и авиации технология соединяет кузовные элементы, силовые узлы и детали двигателей, сокращает общее время сборки за счёт высокого качества шва. Он не требует доработки. Актуальны и другие области:
Электроника и приборостроение. Высокоточный луч позволяет соединить технологичные микросхемы, модули, чувствительные к перегреву.
Производство ювелирных и медицинских изделий, вплоть до имплантов, кардиостимуляторов.
Изготовление мебели, рекламных и интерьерных аксессуаров. В данном случае первична эстетика шва. На нём нет наплывов и трещин.
Помимо конвейерного производства, мобильные аппараты ручной лазерной сварки активно применяются в ремонтных цехах и при выездном монтаже.
Требования безопасности при работе с лазерной сваркой
Лазерная сварка требует серьёзного отношения к технике безопасности. Яркий луч, даже отражённый, опасен для глаз. Мастер должен использовать очки, линзы в которых соответствуют длине волны. Стандартный светофильтр в данном случае бессилен.
Кожу следует защитить робой из плотной ткани, а рабочую зону — экранировать, чтобы исключить выход отражённого луча. Для удаления дыма, содержащего токсичные вещества, оборудуют вытяжку, производительную вентиляцию.
Оптику и систему охлаждения обслуживают в соответствии с утверждённым графиком: загрязнённая линза портит шов и повышает риск перегрева и поломки источника.
Как выбрать лазерный сварочный аппарат под задачу
Перед покупкой следует ответить на пять вопросов:
Какие металлы и какой толщины предстоит варить.
Нужна ли автоматизация или достаточно ручных режимов.
Удастся ли обойтись без подачи присадочной проволоки.
Важна ли мобильность аппарата для выездных работ.
Какой объём работ ожидается в месяц.
Выбор аппарата начинается с оценки толщины металла и типа сплава. Ручной лазерный аппарат подходит небольшому производству, ремонтной мастерской, выездных работ. Роботизированные комплексы выигрывают там, где важны серия и высокая повторяемость сварного шва, стабильность его качества.
При выборе учитывают мощность источника, конструкцию сварочной головки, систему охлаждения, надёжность производителя и доступность расходников — сопел, линз, защитных стёкол. Современные технологии позволяют настраивать один аппарат под несколько видов металла и толщин. Полупрофессиональные и профессиональные версии доступны в каталоге компании «РуСтан».

Заключение
Лазерная сварка — высокотехнологичный метод неразъемного соединения металлов, сочетающий прецизионную точность с высокой производительностью. Отсутствие термических поводок и потребности в финишной шлифовке делают технологию оптимальной как для крупносерийного машиностроения, так и для тонких ювелирных работ. Стабильность проплавления и итоговая прочность шва напрямую зависят от корректной калибровки оптической системы, правильного фокусного расстояния и грамотного выбора защитного газа.

