Закалка стали: что это такое, температура, виды и режимы термообработки
Закалка металла — термическая обработка, при которой сталь нагревают выше критической точки, выдерживают заданное время и резко охлаждают. Скачок температуры меняет структуру и свойства металла, увеличивает твёрдость, стойкость к механическим нагрузкам, продлевает срок службы. Без термической обработки режущий инструмент и тяжелонагруженные узлы механизмов подвержены быстрому износу и разрушению.

Что такое закалка металла и зачем она нужна
Закалка стали — вид термической обработки, меняющий физические свойства материала. Процесс состоит из трёх стадий: нагрева, выдержки, охлаждения. Заготовку греют выше критических точек Ac1 и Ac3, выдерживают время, достаточное для равномерного объёмного прогрева, затем резко охлаждают в воде, масле или другой среде.
При нагреве феррит и перлит, обычные структурные составляющие металла при обычных температурных условиях, переходят в аустенит, однородный раствор углерода в железе. Резкое охлаждение необходимо для получения мартенсита — игольчатой структуры с высокой твёрдостью. Показатель твёрдости закалённого мартенсита нередко достигает 60–65 единиц HRC (по шкале Роквелла) — у обычной конструкционной стали этот показатель втрое ниже.
Термическое воздействие обеспечивает:
Увеличение твёрдости и предела прочности.
Снижение скорости абразивного и механического износа.
Повышение сопротивляемости пластическим деформациям.
Подготовку структуры металла к последующему отпуску.
Шестерни, валы, штампы, режущий инструмент — везде, где нужна высокая твёрдость и сопротивление износу, операция становится обязательным этапом производства.
Температура нагрева при закалке стали
Температура нагрева — ключевой параметр. От неё зависит, какую структуру получит металл, насколько твёрдым выйдет изделие. Точное значение нужно подбирать по содержанию углерода и легирующих элементов: чем больше углерода, тем ниже температура.
Примерные диапазоны для разных групп:
Низкоуглеродистые — 750–800 °C.
Среднеуглеродистые — 800–850 °C.
Высокоуглеродистые — 780–830 °C.
Легированные стали — 850–1100 °C.
Перегрев не позволяет добиться оптимальной мартенситовой структуры, она оказывается хрупкой, склонной к образованию сколов и трещин. Следствия недостаточного нагрева — низкая твёрдость, из-за которой режущий инструмент быстро теряет остроту, требует повторной заточки, не справляется с плотными материалами.
В кузнечном деле температуру нагрева нередко определяют по оттенку. Например, тёмно-вишневый цвет указывает, что заготовка нагрета примерно до 800 градусов, оранжевый — до 1000.
Таблица 1. Температуры закалки и отпуска для инструментальных марок стали
| Марка | Температура закалки, °C | Среда охлаждения | Температура отпуска, °C |
| У7 | 800–820 | Вода | 270–320 |
| У8 | 780–800 | Вода | 150–240 |
| Р9 | 1220–1240 | Масло | 550–570, трёхкратный |
| ШХ15 | 830–860 | Масло | 150–170 |
| 9ХС | 860–880 | Масло | 260–200 |
Охлаждающие среды и методы охлаждения при закалке
Среду охлаждения нужно выбирать под конкретную марку стали. Она определяет скорость отвода избыточного тепла, конечные характеристики изделия. Быстрое охлаждение приведёт к появлению трещин и деформаций, медленное — не даст достичь проектной твёрдости.
Вода
Максимальная скорость отвода избытков тепла. Среда оптимальна для сталей с низким и средним содержанием углерода. Недостаток — формирование паровой рубашки вокруг детали при погружении, из-за чего охлаждение оказывается неравномерным. Для деталей сложной конфигурации это опасно — высок риск деформации.
Масло
Рекомендовано для легированных, быстрорежущих сортов. Тепло отводится мягко и равномерно, риски коробления минимальны.
Солевые растворы и полимерные составы
Занимают промежуточное положение между водой и маслом по скорости охлаждения. Такие среды применяют для крупногабаритных изделий и сложных профилей, где резкий перепад температур недопустим. Концентрация полимера в растворе влияет на скорость охлаждения: чем она выше, тем мягче процесс.
Газовая и ступенчатая закалка
Охлаждение в потоке азота или гелия минимизирует риск деформаций и применяется при изготовлении прецизионного инструмента.
Ступенчатый и изотермический режимы охлаждают заготовку не сразу до комнатной температуры, а с промежуточной выдержкой в расплаве солей при 320–350 °C. Такой подход снижает внутренние напряжения, годится для легированных сталей и изделий сложной формы, склонных к короблению. Финальное охлаждение — естественное, на воздухе.

Виды закалки металла
Классифицировать закалку можно по нескольким параметрам. Наиболее значимые — технология нагрева и глубина воздействия на материал.
Полная закалка
Металл греют выше точки Ac3, структура становится мартенситной по всему сечению, твёрдость равномерна от поверхности до сердцевины. Такую обработку применяют для инструментальных сталей, штампов, режущего инструмента.
Неполная закалка
Нагрев останавливают на промежуточных температурах — выше точки Ac1, но ниже Ac3. Структура сочетает мартенсит и остаточный феррит. Метод повышает прочность детали и лучше сохраняет вязкость, чем нагрев выше точки Ac3.
Поверхностная и индукционная закалка
Нагрев упрочняет только верхний слой детали, сердцевина заготовки остаётся вязкой. В процессе используют индукционные катушки, газовые горелки или лазер. Метод оптимален для валов, шестерней, кулачков: твёрдая поверхность выдерживает трение и износ, а вязкая сердцевина гасит ударные нагрузки.
Изотермическая закалка
Заготовку выдерживают в закалочной среде при постоянной температуре 320–350 °C до завершения превращения структуры. Такой режим снижает внутренние напряжения и риск трещин, его применяют для высокоуглеродистых и легированных сталей.
Таблица 2. Сравнение видов закалки
| Тип | Специфика нагрева | Среда охлаждения | Сферы применения |
| Полная | Выше точки Ас3 | Вода, масло | Инструментальные стали |
| Неполная | От Ас1 до Ас3 | Вода, масло | Детали с повышенной пластичностью |
| Поверхностная | Индукционная установка, лазер, горелка | Вода, полимерный раствор | Детали, подверженные ударной нагрузке |
| Изотермическая | Печь | Солевой раствор | Легированные стали |
Микроструктура закалённой стали
Эксплуатационные свойства детали зависят от сформированной микроструктуры. При резком охлаждении аустенит трансформируется в мартенсит — высокотвёрдую, но хрупкую фазу, избыточная хрупкость которой снимается последующим отпуском.
Некоторый объём аустенита не успевает превратиться в мартенсит, остаётся в структуре — он снижает твёрдость, зато помогает сохранить стабильность размеров детали.
При промежуточных скоростях охлаждения формируется бейнит — структура с хорошей твёрдостью и пластичностью, выдерживающая динамические ударные нагрузки. Троостит и сорбит уступают мартенситу по твёрдости, но превосходят его по вязкости.
Отпуск стали после закалки
Отпуск — обязательный завершающий этап термообработки. Заготовку нагревают до температур ниже фазовых превращений, выдерживают заданное время. Смысл отпуска — снятие внутренних напряжений, снижение хрупкости без вреда для твёрдости.
Отпуск делят на три вида по температуре:
Низкий, 150–200 °C — для режущего и измерительного инструмента.
Средний, 350–500 °C — для пружин и рессор.
Высокий, 500–680 °C — для деталей с ударными нагрузками.
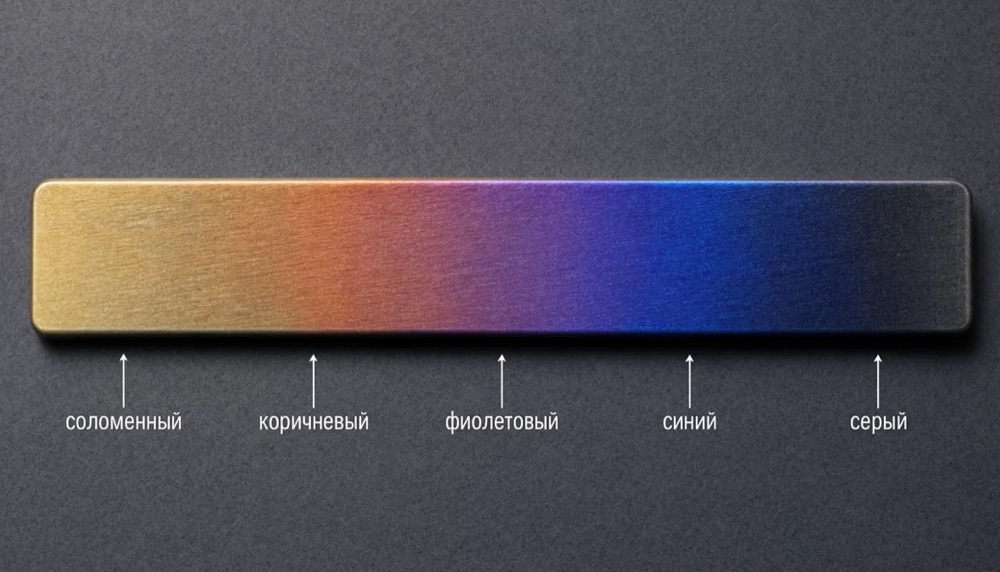
Температуру отпуска контролируют по цветам побежалости — тонкой радужной плёнке окислов, которая появляется на зачищенной поверхности металла при нагреве. Светло-жёлтый цвет соответствует 220 °C, тёмно-жёлтый — около 240 °C, синий — примерно 310–315 °C.
Отпуск проводится непосредственно после закалки, так как длительное сохранение остаточных напряжений провоцирует самопроизвольное образование трещин.
Режим закалки для разных марок и типов стали
Режим закалки подбирают под марку стали и её назначение. Для углеродистых сталей, У7–У12 и 65Г, характерна не слишком высокая температура нагрева и охлаждение в воде.
Легированные марки, 40Х, 9ХС, ШХ15, нагревают до более высоких температурных значений, охлаждают в масле: легирующие элементы замедляют структурные трансформации, из-за чего резкое охлаждение при контакте с водой обернётся появлением трещин.
Инструментальные быстрорежущие марки Р9 и Р18 закаливают в масле при температуре около 1250 °C, а следом проводят высокотемпературный отпуск при 550–570 °C, повторяя его два-три раза. Схема помогает превратить остаточный аустенит во вторичный мартенсит, дополнительно увеличивает твёрдость.
Стали с содержанием углерода ниже 0,4% закалить не получится — они не наберут достаточно мартенсита.
Возможные дефекты при закалке и как их избежать
Нарушение температурных режимов и времени выдержки приводит к дефектам:
Трещины и коробление — возникают при избыточной скорости охлаждения или неравномерном прогреве деталей сложного профиля.
Неполная закалка — следствие заниженной температуры нагрева, при которой деталь не набирает проектную твёрдость.
Пережог — окисление границ зёрен при перегреве в кислородсодержащей среде, ведущее к необратимому повышению хрупкости.
Чтобы избежать брака, нужно применять ступенчатый режим нагрева, контролировать температуру при помощи пирометров, проводить предварительный прогрев деталей сложной конфигурации.
Применение в промышленности
Таблица 3. Применение закалки по отраслям
| Сфера | Детали | Цели закалки |
| Машиностроение | Валы, подшипники | Повышение стойкости к износу, срока службы |
| Металлообработка | Резцы, фрезы, свёрла | Обеспечение твёрдости, необходимой для обработки материала |
| Автомобилестроение | Детали ходовой части | Повышение ударной прочности |
| Добыча нефти и газа | Буровой инструмент | Стойкость к абразивным нагрузкам |
Заключение
Закалка позволяет формировать требуемую микроструктуру стали, напрямую определяющую её физико-механические свойства. Стабильность получения заданных характеристик твёрдости и износостойкости зависит от точности соблюдения температурно-временных интервалов нагрева, правильного подбора охлаждающей среды и своевременного проведения отпуска.

